Cast basalt lined steel pipe
Cast basalt lined steel pipe - industrial steel pipe
Abrasion-resistant pipes are designed to resist wear and tear from abrasive materials. They are also known as wear-resistant pipes.
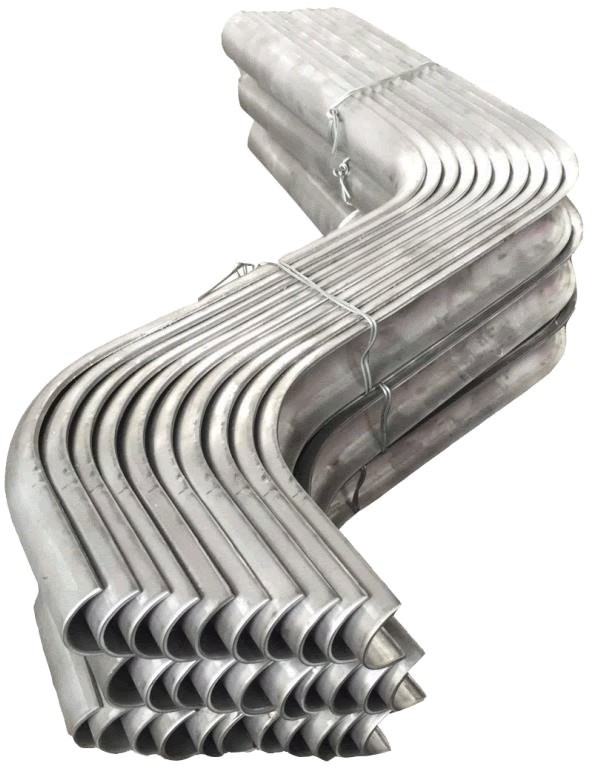
Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

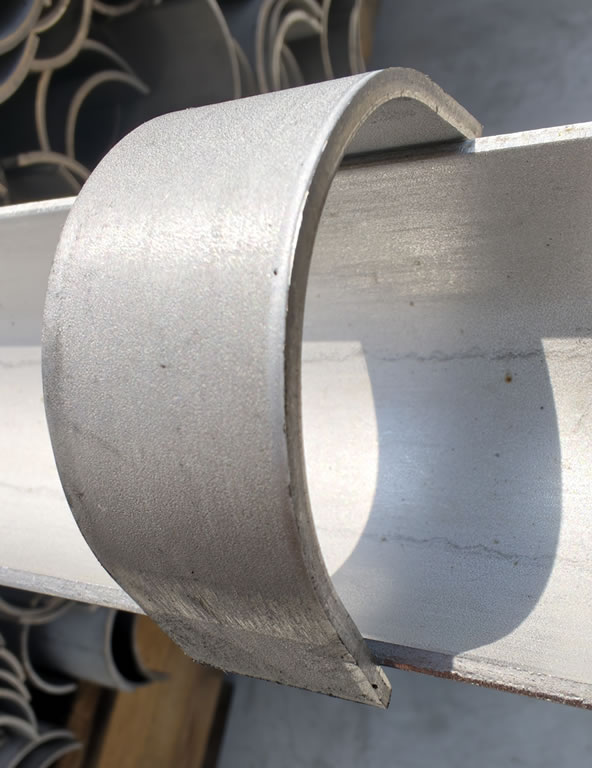
A half pipe sleeve is a piping device, which is placed on a pipe to protect it against the aliments.
Read moreSnap rings are used in conjunction with boiler tubes erosion shields, which is a clip that easily installs boiler tubes erosion shields to the tube.
Read more
Sunny Steel is a global well-known high-quality abrasion-resistant pipes and fittings supplier, specializing in cost-effective solutions to wear problems by supplying high-tech materials such as ceramic, cast basalt and rare earth alloys.
We use the advanced tools and technology to meet the varied requirements of pipes and tubes for the food processing industry, chemical industry, brewing industry, the pharmaceutical industry, cement industry, oil & gas industry, refineries, and water desalination.
Get touch

Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.

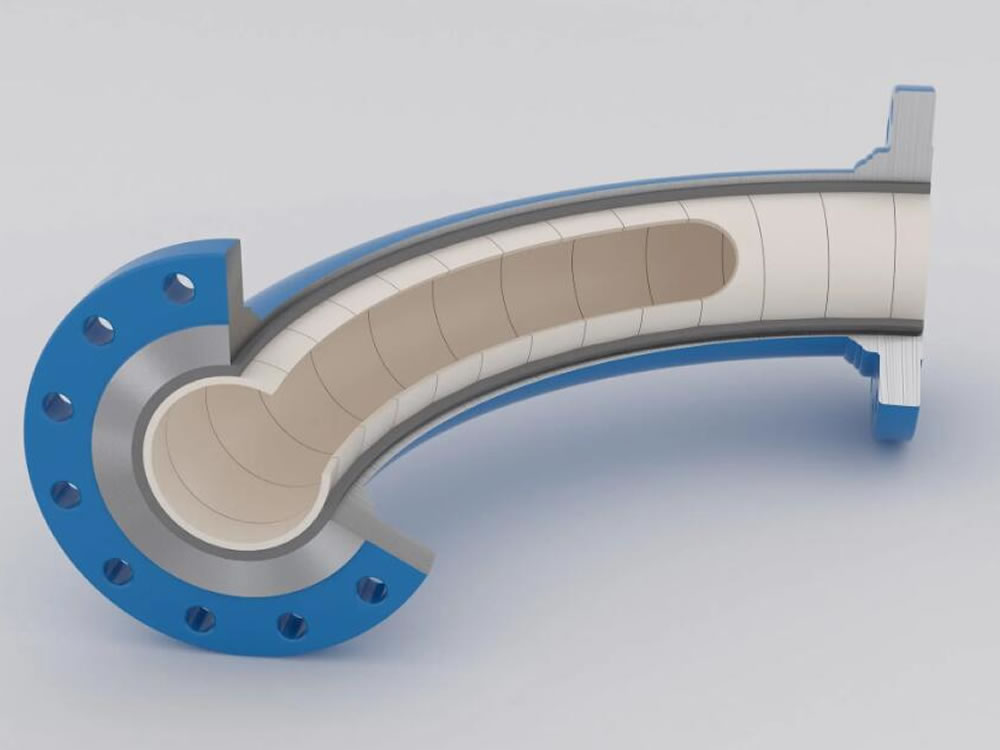
Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

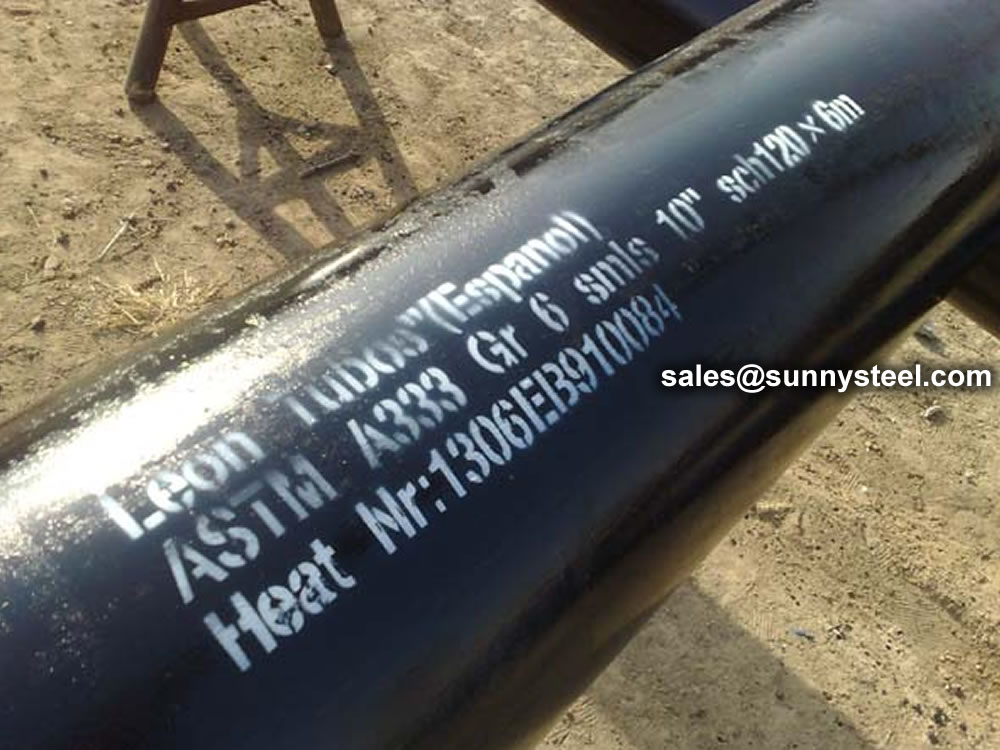
The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.

When you partner with Sunny Steel, you can stop worrying about meeting deadlines thanks to our responsive and timely service. You'll also say goodbye to unnecessary shopping around. Instead, you'll get white glove service from an expert who understands your needs and can get you the materials you need quickly.