

ERW Pipe
Electric Resistance Welded (ERW) pipes for various industrial applications.
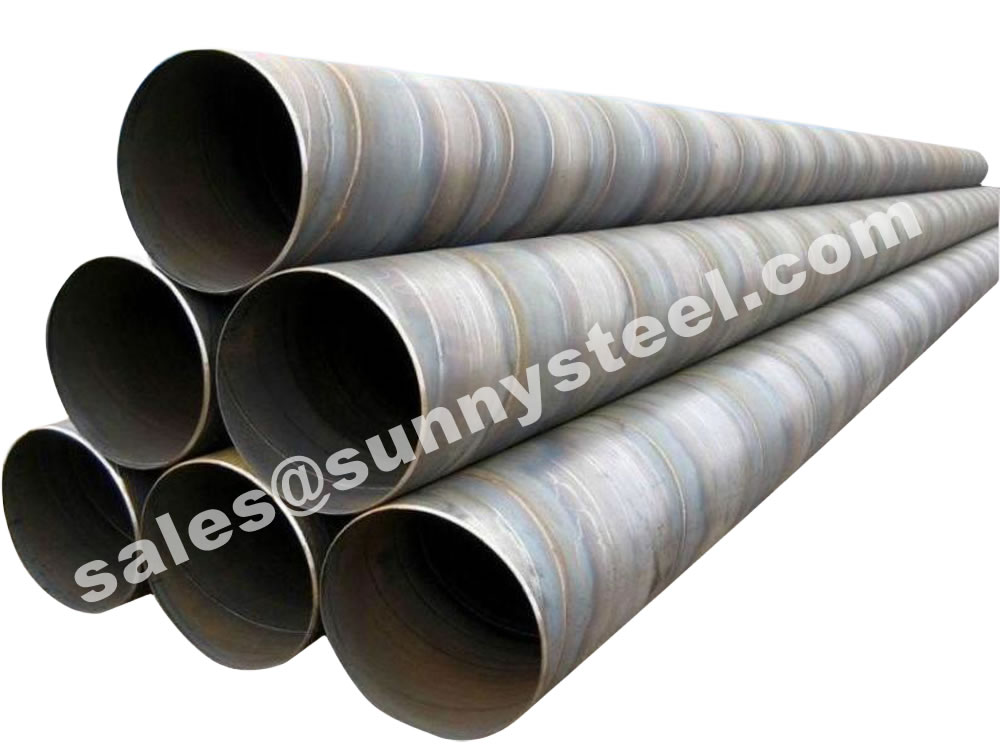
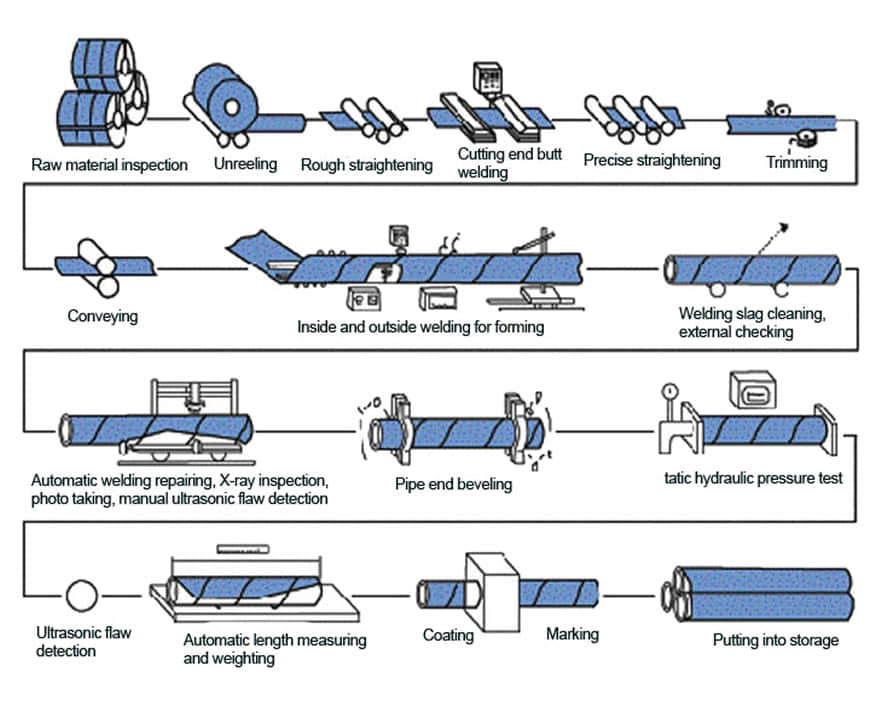
Spiral submerged arc welding(SSAW) is its forward direction and forming tube centerline hose reel molding angle (adjustable), side molding edge welding, and welding them into a spiral.






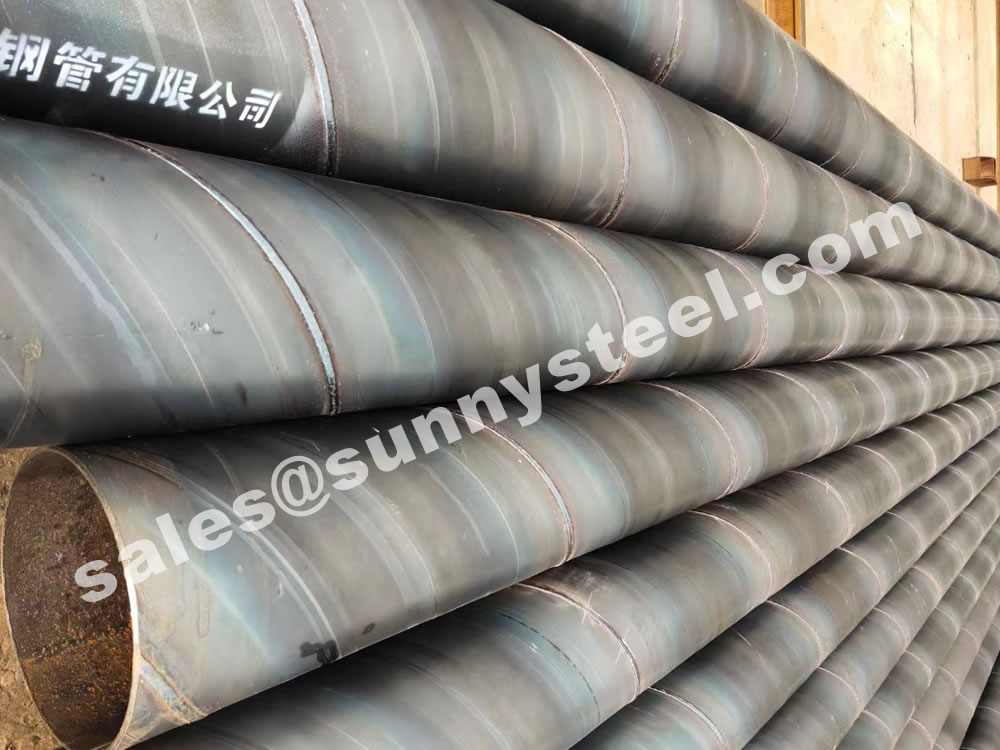


SSAW steel pipe, also known as spiral submerged arc welded steel pipe, is a spiral welded steel pipe produced by double-sided submerged arc welding. Spiral welded pipes are formed using narrower sheets or hot rolled coils, which greatly reduces their production costs. The spiral welding process allows the production of large diameter pipes suitable for transporting large quantities of oil and gas.
Surface: Lightly oiled, Hot dip galvanized, Electro galvanized, Black, Bare, Varnish coating/Antirust oil, Protective Coatings (Coal Tar Epoxy; Fusion Bond Epoxy, 3-layers PE)
SSAW mill line used for making Grade A, B, ~X70 steel coil with thickness 5.0mm to 25.4mm, width 400mm to 2000 mm into Spiral welding pipe with outer diameter from 219 mm to 3020mm through uncoiling, leveling, edge milling, forming and welding. The processing can satisfy producing spiral pipes according to standard API-5L, ASTM A53,GB/T9711-2011.
| Classfication | Standard | Main Products |
|---|---|---|
| Steel Pipe for Fluid Service | GB/T 14291 | Welded pipe for mine fluid sevice |
| GB/T 3091 | Welded pipe for low pressure fluid service | |
| SY/T 5037 | Spirally submerged arc welded steel pipe for pipelines for low pressure fluid service | |
| ASTM A53 | Black and hot-hipped galvanized welded and seamless steel pipe | |
| BS EN10217-2 | Welded steel tybes for pressure purposes - delivery technical conditions - part2: Electric welded non- alloy and alloy steel tubes with specified elevated temperature properties | |
| BS EN10217-5 | Welded steel tybes for pressure purposes - delivery technical conditions - part5: submerged arc welded non-alloy and alloy steel tubes with specified elevated temperature properties | |
| Steel Pipe for Ordinary Structure | GB/T 13793 | Longitudinally electric resistance welded steel pipe |
| SY/T 5040 | Spirally submerged arc welded steel pipe piles | |
| ASTM A252 | Welded and seamless steel pipe piles | |
| BS EN10219-1 | Cold formed welded structural hollow sections of non-alloy and fine grain steels - part1: Technical delivert conditions | |
| BS EN10219-2 | Cold formed welded structural hollow sections of non-alloy and fine grain steels - part2: tolerances dimmsions and sectional properties | |
| Line Pipe | GB/T 9711.1 | Steel pipe for pipeline transportation system of petroleum and natural gas industries(Class A steel pipe) |
| GB/T 9711.2 | Steel pipe for pipeline transportation system of petroleum and natural gas industries(Class B steel pipe) | |
| API 5L PSL1/2 | Line pipe | |
| Casing | API 5CT/ ISO 11960 PSL1 | Steel pipe for use as casing or tubing for wells of petroleum and natural gas industries |
| Standard | Grade | Chemical Composition(max)% | Mechanical Properties(min) | |||||
|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Tensile Strength(Mpa) | Yield Strength(Mpa) | ||
| API 5CT | h40 | - | - | - | - | 0.030 | 417 | 417 |
| J55 | - | - | - | - | 0.030 | 517 | 517 | |
| K55 | - | - | - | - | 0.300 | 655 | 655 | |
| API 5L PSL1 | A | 0.22 | - | 0.90 | 0.030 | 0.030 | 335 | 335 |
| B | 0.26 | - | 1.20 | 0.030 | 0.030 | 415 | 415 | |
| X42 | 0.26 | - | 1.30 | 0.030 | 0.030 | 415 | 415 | |
| X46 | 0.26 | - | 1.40 | 0.030 | 0.030 | 435 | 435 | |
| X52 | 0.26 | - | 1.40 | 0.030 | 0.030 | 460 | 460 | |
| X56 | 0.26 | - | 1.40 | 0.030 | 0.030 | 490 | 490 | |
| X60 | 0.26 | - | 1.40 | 0.030 | 0.030 | 520 | 520 | |
| X65 | 0.26 | - | 1.45 | 0.030 | 0.030 | 535 | 535 | |
| X70 | 0.26 | - | 1.65 | 0.030 | 0.030 | 570 | 570 | |
| API 5L PSL2 | B | 0.22 | 0.45 | 1.20 | 0.025 | 0.015 | 415 | 415 |
| X42 | 0.22 | 0.45 | 1.30 | 0.025 | 0.015 | 415 | 415 | |
| X46 | 0.22 | 0.45 | 1.40 | 0.025 | 0.015 | 435 | 435 | |
| X52 | 0.22 | 0.45 | 1.40 | 0.025 | 0.015 | 460 | 460 | |
| X56 | 0.22 | 0.45 | 1.40 | 0.025 | 0.015 | 490 | 490 | |
| X60 | 0.12 | 0.45 | 1.60 | 0.025 | 0.015 | 520 | 520 | |
| X65 | 0.12 | 0.45 | 1.60 | 0.025 | 0.015 | 535 | 535 | |
| X70 | 0.12 | 0.45 | 1.70 | 0.025 | 0.015 | 570 | 570 | |
| X80 | 0.12 | 0.45 | 1.85 | 0.025 | 0.015 | 625 | 625 | |
| ASTM A53 | A | 0.25 | 0.10 | 0.95 | 0.050 | 0.045 | 330 | 330 |
| B | 0.30 | 0.10 | 1.20 | 0.050 | 0.045 | 415 | 415 | |
| ASTM A252 | 1 | - | - | - | 0.050 | - | 345 | 345 |
| 2 | - | - | - | 0.050 | - | 414 | 414 | |
| 3 | - | - | - | 0.050 | - | 455 | 455 | |
| EN10217-1 | P195TR1 | 0.13 | 0.35 | 0.70 | 0.025 | 0.020 | 320 | 320 |
| P195TR2 | 0.13 | 0.35 | 0.70 | 0.025 | 0.020 | 320 | 320 | |
| P235TR1 | 0.16 | 0.35 | 1.20 | 0.025 | 0.020 | 360 | 360 | |
| P235TR2 | 0.16 | 0.35 | 1.20 | 0.025 | 0.020 | 360 | 360 | |
| P265TR1 | 0.20 | 0.40 | 1.40 | 0.025 | 0.020 | 410 | 410 | |
| P265TR2 | 0.20 | 0.40 | 1.40 | 0.025 | 0.020 | 410 | 410 | |
| EN10217-2 | P195GH | 0.13 | 0.35 | 0.70 | 0.025 | 0.020 | 320 | 320 |
| P235GH | 0.16 | 0.35 | 1.20 | 0.025 | 0.020 | 360 | 360 | |
| P265GH | 0.20 | 0.40 | 1.40 | 0.025 | 0.020 | 410 | 410 | |
| EN10217-5 | P235GH | 0.16 | 0.35 | 1.20 | 0.025 | 0.020 | 360 | 360 |
| P265GH | 0.20 | 0.40 | 1.40 | 0.025 | 0.020 | 410 | 410 | |
| EN10219-1 | S235JRH | 0.17 | - | 1.40 | 0.040 | 0.040 | 360 | 360 |
| S275JOH | 0.20 | - | 1.50 | 0.035 | 0.035 | 410 | 410 | |
| S275J2H | 0.20 | - | 1.50 | 0.030 | 0.030 | 410 | 410 | |
| S355JOH | 0.22 | 0.55 | 1.60 | 0.035 | 0.035 | 470 | 470 | |
| S355J2H | 0.22 | 0.55 | 1.60 | 0.030 | 0.030 | 470 | 470 | |
| S355K2H | 0.22 | 0.55 | 1.60 | 0.030 | 0.030 | 470 | 470 | |
Packing: Plastic plugs in both ends, Hexagonal bundles of max. 2,000kg with several steel strips, Two tags on each bundle, Wrapped in waterproof paper, PVC sleeve, and sackcloth with several steel strips, Plastic caps.
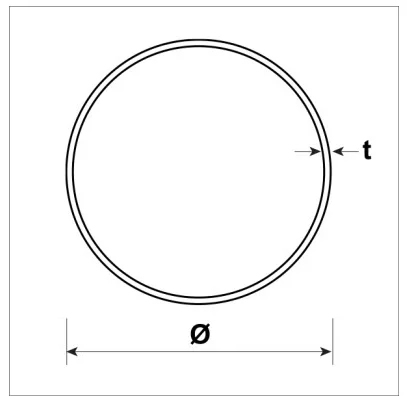
| NOMINAL SIZE DN | IMPERIAL SIZE | OUTSIDE DIAMETER MM (Ø) | WALL THICKNESS MM (t) | TYPE | LENGTH | MASS KG/METRE |
|---|---|---|---|---|---|---|
| 350 | 14" | 355.6 | 6.4 | SSAW | 12 | 55.12 |
| 350 | 14" | 355.6 | 9.5 | SSAW | 9 | 81.09 |
| 350 | 14" | 355.6 | 9.5 | SSAW | 12 | 81.09 |
| 350 | 14" | 355.6 | 12.7 | SSAW | 12 | 107.4 |
| 350 | 14" | 355.6 | 15.9 | SSAW | 12 | 133.2 |
| 350 | 14" | 406.4 | 25.4 | SSAW | 12 | 206.46 |
| 400 | 16" | 406.4 | 6.4 | SSAW | 12 | 63.13 |
| 400 | 16" | 406.4 | 9.5 | SSAW | 12 | 92.99 |
| 400 | 16" | 406.4 | 12.7 | SSAW | 12 | 123.31 |
| 400 | 16" | 406.4 | 15.9 | SSAW | 12 | 153.12 |
| 450 | 18" | 457 | 6.4 | SSAW | 12 | 71.12 |
| 450 | 18" | 457 | 9.5 | SSAW | 12 | 104.84 |
| 450 | 18" | 457 | 12.7 | SSAW | 12 | 139.16 |
| 450 | 18" | 457 | 15.9 | SSAW | 12 | 172.96 |
| 500 | 20" | 508 | 6.4 | SSAW | 12 | 79.17 |
| 500 | 20" | 508 | 9.5 | SSAW | 12 | 116.79 |
| 500 | 20" | 508 | 12.7 | SSAW | 12 | 155.13 |
| 500 | 20" | 508 | 15.9 | SSAW | 12 | 192.96 |
| 500 | 20" | 508 | 16 | SSAW | 13 | 194.14 |
| 550 | 22" | 559 | 12.5 | SSAW | 12 | 168.47 |
| 550 | 22" | 559 | 16 | SSAW | 12 | 214.26 |
| 600 | 24" | 610 | 6.4 | SSAW | 12 | 95.27 |
| 600 | 24" | 610 | 9.5 | SSAW | 12 | 140.69 |
| 600 | 24" | 610 | 12.7 | SSAW | 12 | 187.07 |
| 600 | 24" | 610 | 15.9 | SSAW | 12 | 232.96 |
| 600 | 24" | 610 | 17.48 | SSAW | 12 | 255.43 |
| 600 | 24" | 610 | 20 | SSAW | 12 | 291.01 |
| 600 | 24" | 610 | 25.4 | SSAW | 12 | 366.19 |
| 600 | 24" | 610 | 31 | SSAW | 12 | 442.65 |
| 650 | 26" | 660 | 10 | SSAW | 12 | 160.3 |
| 650 | 26" | 660 | 12.7 | SSAW | 12 | 202.74 |
| 650 | 26" | 660 | 20 | SSAW | 12 | 315.67 |
| 700 | 28" | 711 | 9.5 | SSAW | 12 | 164.35 |
| 700 | 28" | 711 | 12.7 | SSAW | 12 | 218.71 |
| 700 | 28" | 711 | 15.9 | SSAW | 12 | 272.56 |
| 700 | 28" | 711 | 20 | SSAW | 13 | 340.82 |
| 750 | 30" | 762 | 9.5 | SSAW | 12 | 176.3 |
| 750 | 30" | 762 | 12.7 | SSAW | 12 | 234.68 |
| 750 | 30" | 762 | 15.9 | SSAW | 12 | 292.56 |
| 750 | 30" | 762 | 20 | SSAW | 12 | 365.9 |
| 800 | 32" | 813 | 9.5 | SSAW | 12 | 188.25 |
| 800 | 32" | 813 | 12.7 | SSAW | 12 | 250.66 |
| 800 | 32" | 813 | 16 | SSAW | 12 | 314.48 |
| 800 | 32" | 813 | 20 | SSAW | 12 | 391.13 |
| - | - | 820 | 16 | SSAW | 11.9 | 317.25 |
| 850 | 34" | 864 | 7.9 | SSAW | 8 | 166.79 |
| 900 | 36" | 914 | 9.5 | SSAW | 12 | 211.91 |
| 900 | 36" | 914 | 12.7 | SSAW | 12 | 282.29 |
| 900 | 36" | 914 | 15.9 | SSAW | 12 | 352.16 |
| - | - | 900 | 20 | SSAW | 12 | 434.04 |
| 900 | 36" | 914 | 20 | SSAW | 12 | 440.95 |
| 950 | 38" | 965 | 9.5 | SSAW | 6.2 | 223.86 |
| 1000 | 40" | 1016 | 10 | SSAW | 12 | 248.09 |
| 1000 | 40" | 1016 | 16 | SSAW | 12 | 394.58 |
| - | - | 1032 | 20 | SSAW | 7.2 | 499.15 |
| 1050 | 42" | 1067 | 9.5 | SSAW | 12 | 247.76 |
| 1050 | 42" | 1067 | 12.7 | SSAW | 12 | 330.21 |
| 1050 | 42" | 1067 | 15.9 | SSAW | 12 | 412.16 |
| 1200 | 48" | 1219 | 9.5 | SSAW | 12 | 283.37 |
| 1200 | 48" | 1219 | 12.7 | SSAW | 12 | 377.81 |
| 1200 | 48" | 1219 | 15.9 | SSAW | 12 | 471.76 |
| 1200 | 48" | 1219 | 20 | SSAW | 12 | 591.38 |
Pipes can be sourced conforming to AS/NZS3678 Grade 350 L0 & manufactured to AS/NZS1163 tolerances & to grade C350 L0.
Pipes/piles can be sourced at longer lengths or with piling shoes spliced/welded to AS1554.1.
Spiral welded pipe production by submerged arc method is based on using tandem welding technique for joining inside and outside coil edges, which have been trimmed and beveled by carbide milling for high quality weld structure.
Thermatool designs and manufactures Spiral Seam Annealing systems for producers of SAW (submerged arc welded) API line pipe.
Offering all the basic features and benefits of Thermatool seam annealing systems designed for operation on longitudinally welded API pipe, Thermatool Spiral Seam Annealing systems, however, require the installation of specially “shaped” inductors.
These are custom designed on CAD systems in order to precisely follow the helix angle for a specific pipe diameter.
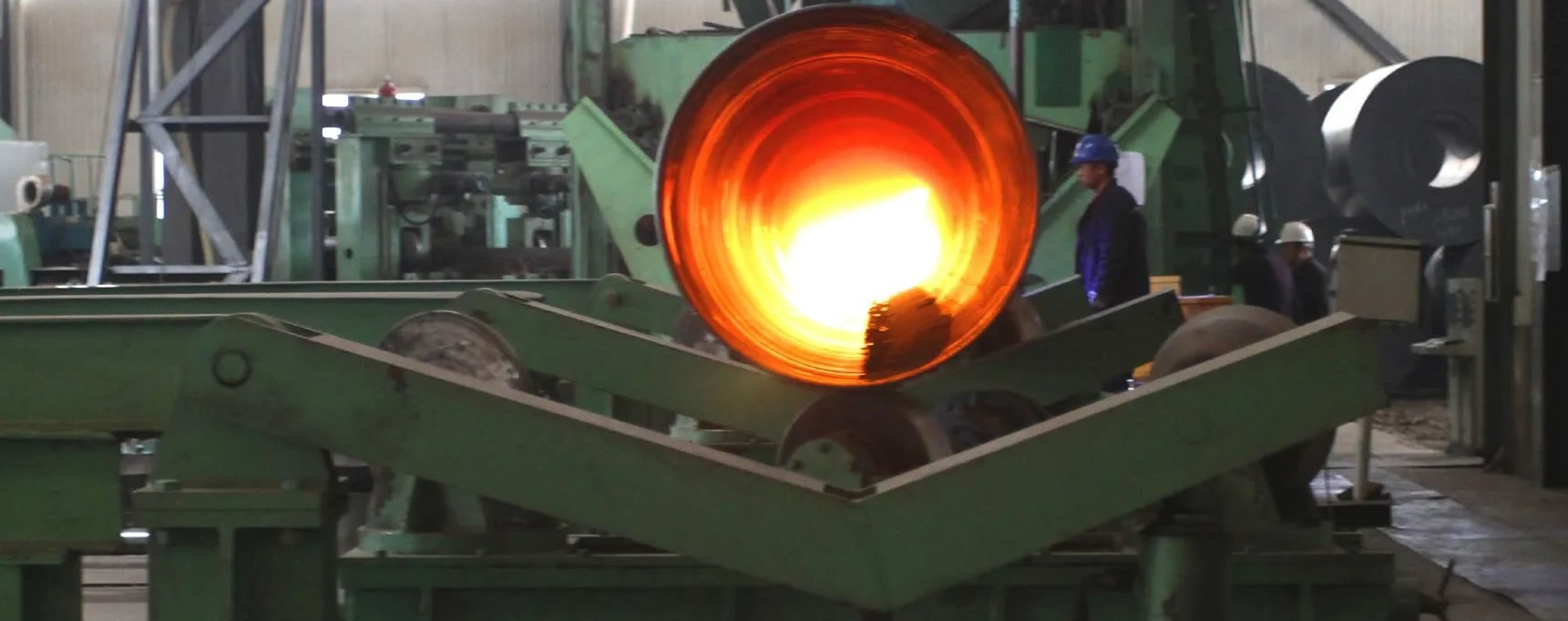
There are nine modernized product lines in our company with the yield capacity of 1000 thousands tons of B-X80 steel pipe of φ219-φ3200mm, WT5-30mm.




Spiral steel pipe (SSAW/ SAWH) is also called spiral welded pipe. It is made by rolling a low-carbon structural steel or low-alloy structural steel strip at a certain helical angle (called a forming angle) into a tube blank, and then welding the tube seams. It can be produced with narrower strip steel. Large diameter steel pipe.
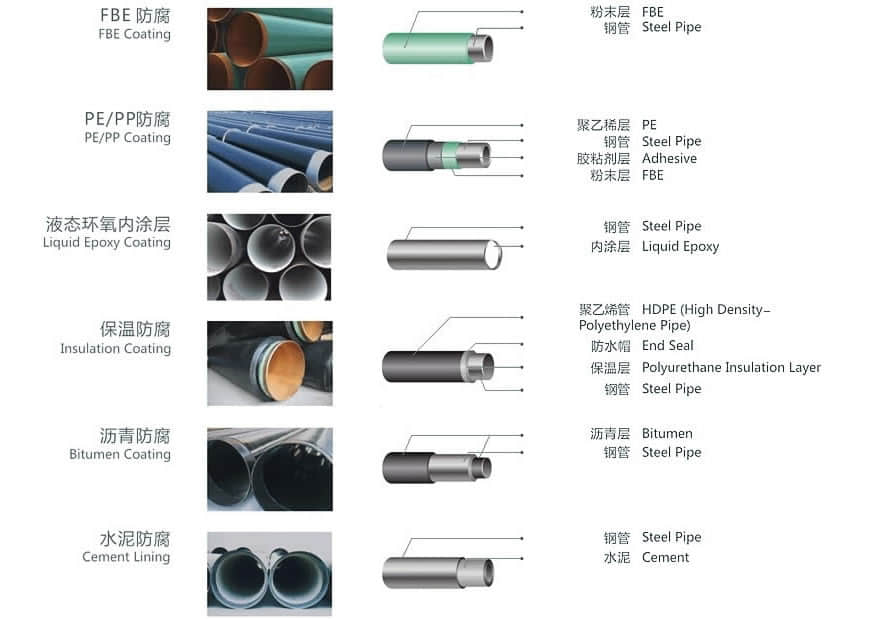
Pipeline coating is the most consistent and successful solution for protecting ERW pipes from corrosion, from moisture, other harmful chemicals.
Anti-corrosion steel pipe is processed through the preservation process, which can effectively prevent or slow down the process in the transport and use of chemical or electrochemical corrosion reaction of steel pipe.
Therefore pipe anti-corrosion layer is an important barrier to prevent soil erosion. A well-known foreign scholar put forward” 3PE france protective layer”, so far, anti-corrosion methods is widely used.
Coated pipes offer high resistance to corrosion on pipes and provide many benefits such as:
The basic principles of urban gas pipeline coating selection:
SSAW stands for Spiral Submerged Arc Welding Steel Pipes, widely used in long-distance pipeline projects for the transmission of oil, natural gas, water, coal gas, and more.
These pipes are also utilized in various engineering applications, including chemical industry, electric power, irrigation, construction, and piling.
GB/T9711, GB/T3091, SY/T5040, GB/T5037-2001, GB/T5040, ASTM A53, API 5L, EN10217, etc.
Q195, Q235, Q295, Q345, L210, L245, L290, X42, Gr.A, Gr.B, X42, X46, X52, X56, X60, X65, X70, S235, S235JR, S35G2H, S275, S275JR, S355JRH, S355J2H, ST37, ST44, ST52, and more.
Seaworthy packing with black paint, varnish coating, or coatings such as 3PE/FBE/3PP, or as per the buyer’s special requests.
X-ray, ultrasonic, hydrostatic, etc.












Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.

Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.

When you partner with Sunny Steel, you can stop worrying about meeting deadlines thanks to our responsive and timely service. You'll also say goodbye to unnecessary shopping around. Instead, you'll get white glove service from an expert who understands your needs and can get you the materials you need quickly.







