

ASTM A519 SAE 1026 Seamless Tubing
High-quality seamless tubing made to ASTM A519 SAE 1026 specifications.

Steel grade 4130 ASTM A519 Steel Rectangular Tubing contains elements chromium and molybdenum added in its alloy as strengthening agents.
ASTM A519 is a specification that covers seamless and welded carbon and alloy steel mechanical tubing. Specifically, 4130 is a chromium-molybdenum alloy steel known for its strength and toughness, making it a popular choice for various applications, particularly in the aerospace and automotive industries.
ASTM A519 4130 seamless pipe is a highly regarded material in the industry, known for its versatility and superior mechanical properties. It is crucial for applications that require strength and reliability under demanding conditions.
Chromoly is specified by the “SAE” Society of Automotive Engineers. the Alloy elements of 4130 are chromium and molybdenum, this is why its often called chromoly or cromo. Chromoly has an excellent strength to weight ratio, is easily welded and are considerably stronger and harder than standard 1020 mild seamed and DOM tube steels.
The numbers 4130 defines the chemical composition of the steel.
Its performance is much higher than the average of seamless steel tubes, because the steel contains Cr more inside, alloy seamless pipe, its high temperature, low temperature resistance, corrosion resistance is smaller than other seamless.
Especially, it need to do the quenched & tempered and has a high technical requirements. so alloy tube in the petroleum, chemical, electric power, boiler and other industries use more widely.
The 4130 steel tubes are cold-drawn and standardized with an elasticity of somewhere between 85,000 and 110,000 psi. So it’s extended at room temperature to the ideal strength and thickness inside the reach at which the grade 4130 is applied.
| Grade | C | Mn | P | S | Si | Cr | Mo |
|---|---|---|---|---|---|---|---|
| 4130 | 0.28-0.33 | 0.40-0.60 | 0.035 | 0.04 | 0.15-0.35 | 0.80-1.10 | 0.15-0.25 |
| rade Designation | Condition | Ultimate Strength | Yield Strength | Elongation in 2 in.or 50mm,% | Rockwell,Hardness B Scale | ||
|---|---|---|---|---|---|---|---|
| ksi | Mpa | ksi | Mpa | ||||
| 4130 | HR | 90 | 621 | 70 | 483 | 20 | 89 |
| SR | 105 | 724 | 85 | 586 | 10 | 95 | |
| A | 75 | 517 | 55 | 379 | 30 | 81 | |
| N | 90 | 621 | 60 | 414 | 20 | 89 | |
4130 chromoly tubing began its first use in the aircraft industry. Race chassis builders began using the tubing for its strength to weight ratio.
4130 tubing is used for anything from bicycle frames, AK-47 receivers, tubular chasis, suspension parts, aircraft parts and air frames etc… Ive used cromo for suspension components, cages / tube chassis and machined parts.
AISI 4130 is a Standard grade Alloy Steel. It is commonly called AISI 4130 Chromium-molybdenum steel. It is composed of (in weight percentage) 0.28-0.33% Carbon (C), 0.40-0.60% Manganese (Mn), 0.035%(max) Phosphorus (P), 0.04%(max) Sulfur (S), 0.15-0.30% Silicon (Si), 0.80-1.10% Chromium (Cr), 0.15-0.25% Molybdenum (Mo), and the base metal Iron (Fe). Other designations of AISI 4130 alloy steel include UNS G41300 and AISI 4130.
Steel is the common name for a large family of iron alloys. Steels can either be cast directly to shape, or into ingots which are reheated and hot worked into a wrought shape by forging, extrusion, rolling, or other processes. Wrought steels are the most common engineering material used, and come in a variety of forms with different finishes and properties. Alloy steels are steels that exceed the element limits for Carbon steels. However, steels containing more than 3.99% chromium are classified differently as stainless and tool steels. Alloy steels also includes steels that contain elements not found in carbon steels such as nickel, chromium (up to 3.99%), cobalt, etc.
The typical elastic modulus of alloy steels at room temperature (25°C) ranges from 190 to 210 GPa. The typical density of alloy steels is about 7.85 g/cm3. The typical tensile strength varies between 758 and 1882 MPa. The wide range of ultimate tensile strength is largely due to different heat treatment conditions.
AISI 4130 steel is a low alloy steel that is used in structural designs that may be found in applications such as aircraft engine mounts or welded tubing. It is well known for its ease of welding and ability to harden in commercial applications. It is commonly referred to as chromium-molybdenum steel.
4130 steel alloy is famous for its strength property when it is used for heat treatment. The importance of this steel is in aircraft manufacturing companies and welding purpose. It has features of both chromium and molybdenum steel alloys.
4130 Steel or Chromoly is a steel alloy made of chromium and molybdenum, containing 0.8 to 1.1% chromium and 0.15 to 0.25% molybdenum. Since 4130 steel is designated as low carbon steel, it offers high ductility, good weldability, and easy machinability.
Knowing that 4130 steel has high strength and weldability, the manufacturers use it for different purposes, such as:
Forging
Do you know that 4130 steel is forged at a temperature ranging from 950 degree Celsius to 1230 degree Celsius? The steel alloy’s grain will become finer if the temperature is on the lower side during forging. While if the temperature is too low, it could affect the uniformity of the whole structure.
Thus, if that happens, it could be necessary to normalise it before heat treating the steel. If you don’t know what the term “forging” means, it is the capability of shaping metals by heating them in fire and hammering after that.
Weldability
The term “weldability” refers to the potential of metals to how easily they can get welded. And when it comes to 4130 steels, they are a breeze to weld owing to their low carbon content.
Machinability
Machinability is any metal’s ability to get cut or shaped effortlessly while offering a smooth surface finish. And if we talk about 4130 steels, it is easy to get machined unless and until it has hardened.
ASTM A519 covers several grades of carbon and alloy steel seamless mechanical tubing. The standard is also acceptable in the manufacture of piping. It is manufactured by hot working and then cold finishing the steel into round, square, rectangle or special shapes.
ASTM A519 specification covers several frades of carbon and alloy steel seamless mechanical tubing.
1.1 The frades anr listed in Tables 1, 2, and 3. When welding is used for joining the weldable mechanical tube grades, the welding procedure shall be suitable for the frade, the condition of the components, and the intended service.
1.2 This specification covers both seamless hot-finished emchanical tubing and seamless cold-finished mechanical tubing in sizes up to and including 12 3/4 in.(322.8mm) outside diameter of rround tubes with wall thicknesses as required.
1.3 The tubes shall be furnished in the following shapes, as specified by the purchaser:round, square, rectagular, and special sections.
1.4 Supplementary requirements of an optional nature are provided and when desired shall be so stated in the order.

With years of expertise, we provide a wide range of steel tube processing services. From basic sawing and machining to complex bending and upsetting operations, we support you at every stage of your project.
Our capabilities include eccentricity reduction and concentricity improvement through turning and grinding. We specialize in creating complex geometries using rotary swaging and axial forming, and offer property modifications through partial heat treatment to meet your exact requirements.
A range to meet your needs

High-quality steel solutions for diverse mechanical engineering applications – reliable, precise, and built for performance.

Premium steel products for demanding construction projects – from bridges to offshore structures, built to last.

Versatile components for the automotive industry – precision, quality, and processing expertise for every application.

Robust tubes for plant engineering and energy systems – designed for extreme conditions and long-term efficiency.

Versatile solutions for modern infrastructure – supporting reliable supply networks and large-scale construction projects.

Versatile solutions for hydraulic systems – durable, pressure-resistant, and engineered for maximum reliability.
| Condition | Typical Application |
|---|---|
| High Temperature | Boilers, superheaters, steam headers |
| Low Temperature | Cryogenic processing systems |
| High Pressure | Power & process piping |
| Corrosive Media | Chemical & petrochemical plants |
| Creep Service | Thermal power stations |
| Product | Specification |
|---|---|
| Seamless Pipes | ASTM A335 P1 / P5 / P9 / P11 / P22 / P91 |
| Butt Weld Fittings | ASTM A234 WP1 / WP5 / WP9 / WP11 / WP22 / WP91 |
| Forged Fittings & Flanges | ASTM A182 F1 / F5 / F9 / F11 / F22 / F91 |
Sunny Steel supplies alloy steel piping systems worldwide, supporting projects that demand certified materials, full traceability and long-term operational reliability.
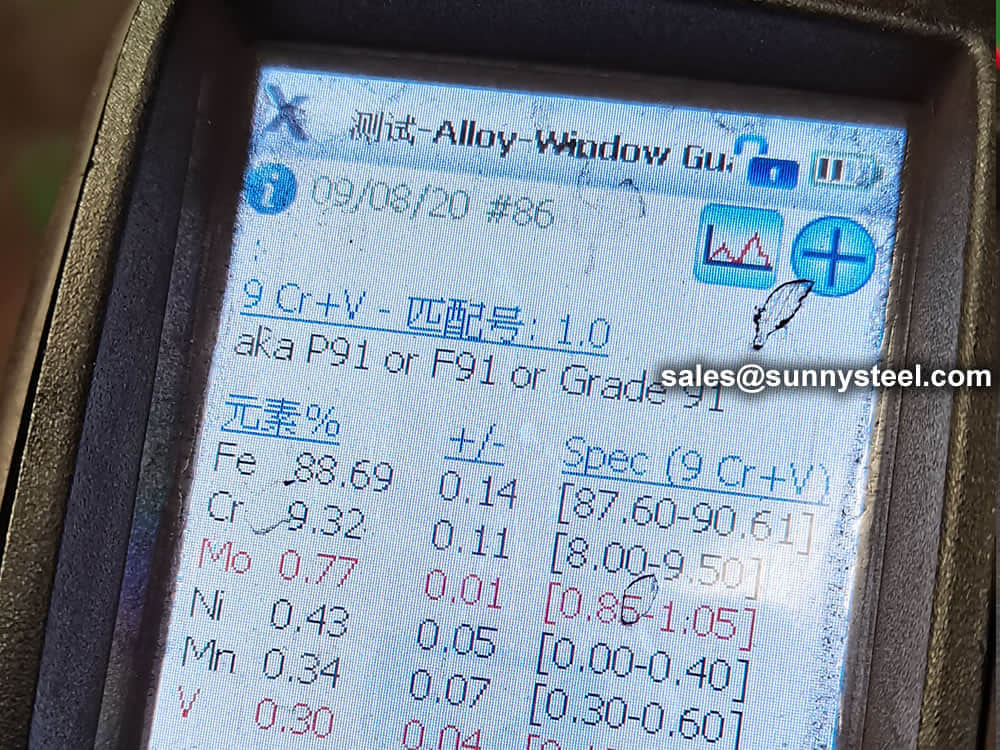
Chemical composition inspection, mechanical properties test(tensile strength,yield strength, elongation, flaring, flattening, bending, hardness, impact test), surface and dimension test, non-destructive test, hydrostatic test.
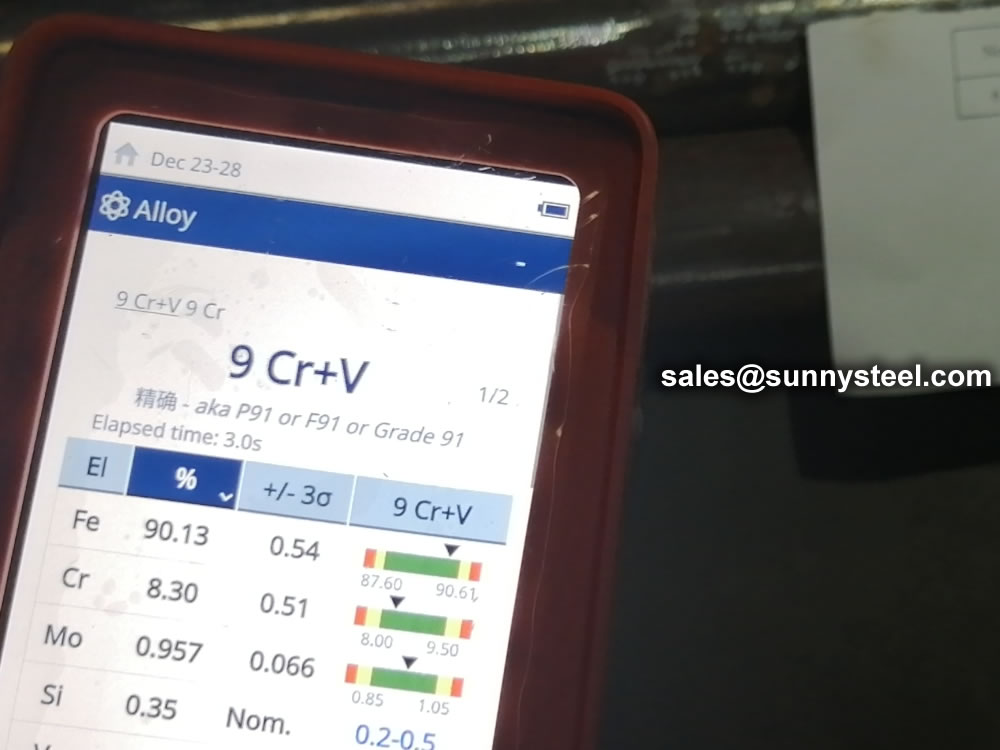
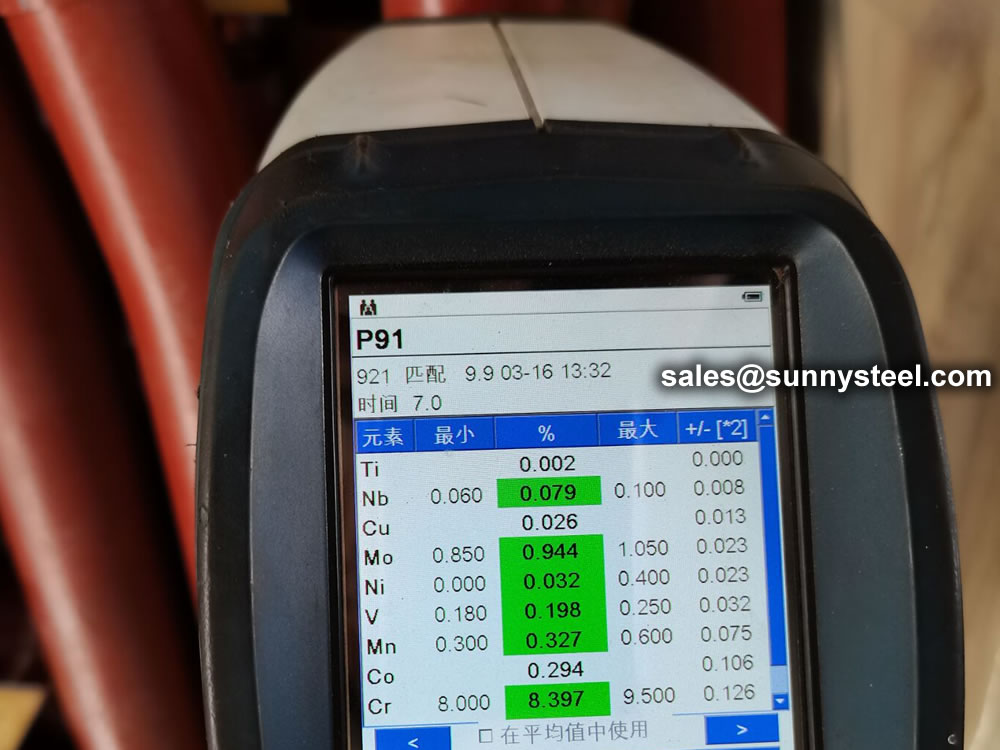
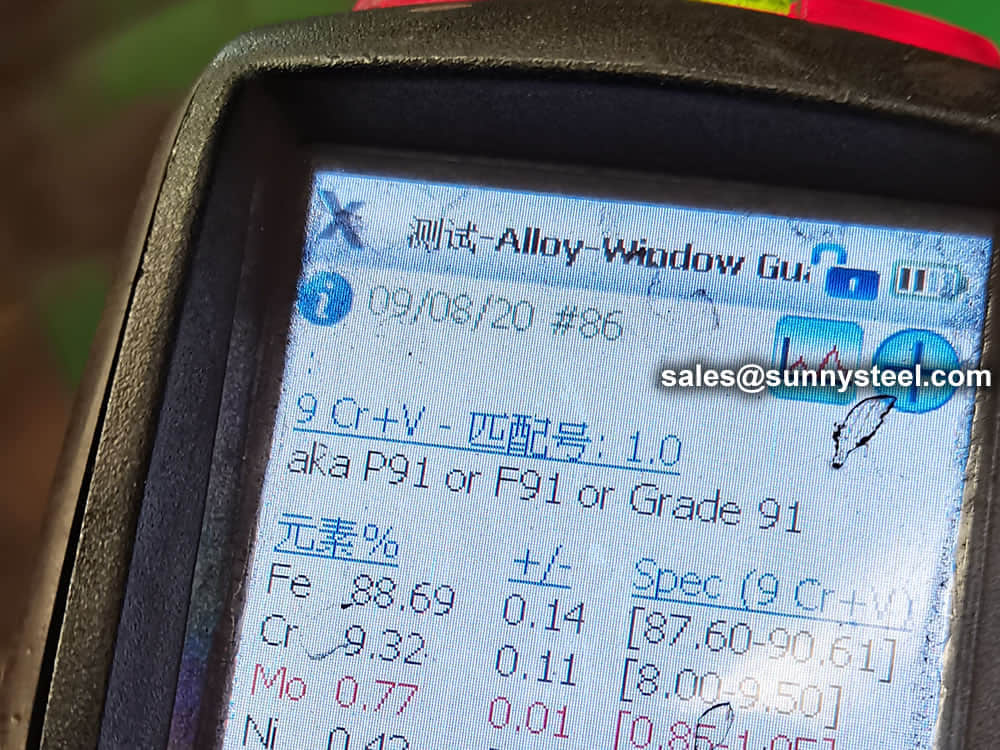
Identification of the chemical composition of the metal used to manufacture the fitting. Uses PMI sensors, including X-ray fluorescence or optical emission spectrometry.














Steel pipe delivery status(condition): cold / hard (BK), cold / soft (BKW), after cold stress relief annealing (BKS), annealing (GBK), normalized (NBK).
| Term | Symbol | Explanation |
|---|---|---|
| Cold-finished/hard (cold-finished as-drawn) | BK | No heat treatment after the last cold-forming process. The tubes therefore have only low deformability. |
| Cold-finished/soft (lightly cold-worked) | BKW | After the last heat treatment there is a light finishing pass (cold drawing). With proper subsequent processing, the tube can be cold-formed (e.g. bent, expanded) within certain limits. |
| Annealed | GBK | After the final cold-forming process the tubes are annealed in a controlled atmosphere or under vacuum. |
| Normalized | NBK | The tubes are annealed above the upper transformation point in a controlled atmosphere or under vacuum. |
The general cold strip mills, volume should go through continuous annealing (CAPL unit) to eliminate cold hardening and rolling stress, or batch annealing reach the mechanical properties of the corresponding standard specifies. Cold rolled steel surface quality, appearance, dimensional accuracy better than hot-rolled plate, and right-rolled thin product thickness is about 0.18mm, so the majority of users favor.
Cold rolled steel coil substrate products deep processing of high value-added products. Such as electro-galvanized, hot dip galvanized, electro-galvanized fingerprint resistant, painted steel roll damping composite steel, PVC laminating steel plates, etc., so that the excellent quality of these products has a beautiful, high resistance to corrosion, has been widely used.
Cold rolled steel coil finishing after annealing, cut the head, tail, trimming, flattening, smooth, heavy volume, or longitudinal clipboard. Cold-rolled products are widely used in automobile manufacturing, household electrical appliances, instruments, switches, buildings, office furniture and other industries. Steel plate strapping package weight of 3 to 5 tons. Flat sub-volume typically 3 to 10 tons / volume. Coil diameter 6m.
Bare packing/bundle packing/crate packing/wooden protection at the both sides of tubes and suitably protected for seaworthy delivery or as requested.










There are probably hundreds of different methods for packing a pipe, and most of them have merit, but there are two principles that are vital for any method to work: prevent rusting and sea transportation security.
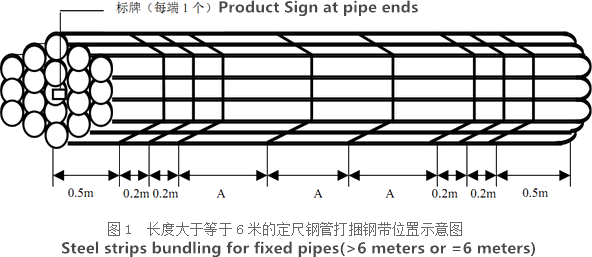
Our packing can meet any needs of the customers.

Commonly used alloying elements and their effects are listed in the table given below.
| Alloying Elements | Effect on the Properties |
|---|---|
| Chromium | Increases Resistance to corrosion and oxidation. Increases hardenability and wear resistance. Increases high temperature strength. |
| Nickel | Increases hardenability. Improves toughness. Increases impact strength at low temperatures. |
| Molybdenum | Increases hardenability, high temperature hardness, and wear resistance. Enhances the effects of other alloying elements. Eliminate temper brittleness in steels. Increases high temperature strength. |
| Manganese | Increases hardenability. Combines with sulfur to reduce its adverse effects. |
| Vanadium | Increases hardenability, high temperature hardness, and wear resistance. Improves fatigue resistance. |
| Titanium | Strongest carbide former. Added to stainless steel to prevent precipitation of chromium carbide. |
| Silicon | Removes oxygen in steel making. Improves toughness. Increases hardness ability |
| Boron | Increases hardenability. Produces fine grain size. |
| Aluminum | Forms nitride in nitriding steels. Produces fine grain size in casting. Removes oxygen in steel melting. |
| Cobalt | Increases heat and wear resistance. |
| Tungsten | Increases hardness at elevated temperatures. Refines grain size. |
| OD(mm) | Wall Thickness Unit(mm) | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2 | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 6 | 6.5-7 | 7.5-8 | 8.5-9 | 9.5-10 | 11 | 12 | |
| Φ25-Φ28 | ● | ● | ● | ● | ● | ● | ||||||||
| Φ32 | ● | ● | ● | ● | ● | ● | ||||||||
| Φ34-Φ36 | ● | ● | ● | ● | ● | ● | ||||||||
| Φ38 | ● | ● | ● | ● | ● | ● | ||||||||
| Φ40 | ● | ● | ● | ● | ● | |||||||||
| Φ42 | ● | ● | ● | ● | ● | |||||||||
| Φ45 | ● | ● | ● | ● | ● | ● | ||||||||
| Φ48-Φ60 | ● | ● | ● | ● | ● | ● | ● | |||||||
| Φ63.5 | ● | ● | ● | ● | ● | ● | ● | |||||||
| Φ68-Φ73 | ● | ● | ● | ● | ● | ● | ||||||||
| Φ76 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ80 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ83 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ89 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ95 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ102 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ108 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ114 | ● | ● | ● | ● | ● | ● | ● | ● | ● | |||||
| Φ121 | ● | ● | ● | ● | ● | ● | ● | ● | ● | |||||
| Φ127 | ● | ● | ● | ● | ● | ● | ● | ● | ● | |||||
| Φ133 | ● | ● | ● | ● | ● | ● | ● | ● | ● | |||||
| Φ140 | ● | ● | ● | ● | ● | ● | ● | ● | ||||||
| Φ146 | ● | ● | ● | ● | ● | ● | ● | ● | ||||||
| Φ152 | ● | ● | ● | ● | ● | ● | ● | ● | ||||||
| Φ159 | ● | ● | ● | ● | ● | ● | ● | ● | ||||||
| Φ168 | ● | ● | ● | ● | ● | ● | ● | ● | ||||||
Note:
| Grade | C | Mn | P≤ | S≤ | Si | Cr | Mo |
|---|---|---|---|---|---|---|---|
| 1008 | ≤0.10 | 0.30-0.50 | 0.040 | 0.050 | - | - | - |
| 1010 | 0.08-0.13 | 0.30-0.60 | 0.040 | 0.050 | - | - | - |
| 1018 | 0.15-0.20 | 0.60-0.90 | 0.040 | 0.050 | - | - | - |
| 1020 | 0.18-0.23 | 0.30-0.60 | 0.040 | 0.050 | - | - | - |
| 1025 | 0.22-0.28 | 0.30-0.60 | 0.040 | 0.050 | - | - | - |
| 1026 | 0.22-0.28 | 0.60-0.90 | 0.040 | 0.050 | - | - | - |
| 4130 | 0.28-0.33 | 0.40-0.60 | 0.040 | 0.050 | 0.15-0.35 | 0.80-1.10 | 0.15-0.25 |
| 4140 | 0.38-0.43 | 0.75-1.00 | 0.040 | 0.050 | 0.15-0.35 | 0.80-1.10 | 0.15-0.25 |
| Grade | Condition | MPa Tenslle Point | Yield Point | Elongation |
|---|---|---|---|---|
| 1020 | CW | ≥414 |
≥483 |
≥5% |
| SR | ≥345 | ≥448 | ≥10% | |
| A | ≥193 | ≥331 | ≥30% | |
| N | ≥234 | ≥379 | ≥22% | |
| 1025 | CW | ≥448 | ≥517 | ≥5% |
| SR | ≥379 | ≥483 | ≥8% | |
| A | ≥207 | ≥365 | ≥25% | |
| N | ≥248 | ≥379 | ≥22% | |
| 4130 | SR | ≥586 | ≥724 | ≥10% |
| A | ≥379 | ≥517 | ≥30% | |
| N | ≥414 | ≥621 | ≥20% | |
| 4140 | SR | ≥689 | ≥855 | ≥10% |
| A | ≥414 | ≥552 | ≥25% | |
| N | ≥621 | ≥855 | ≥20% |
ASTM A519 Grade 1026 Seamless Tubes Designation 4130 Tensile/ Mechanical Properties: Hot Rolled Ultimate Strength 90 ksi, 621 Mpa, Yield Strength 70 ksi, 483 Mpa and hardness 89. Stress Relieved Ultimate Strength 105 ksi, 724 Mpa, Yield Strength 85 ksi, 586 Mpa and hardness 95.
ASTM A519 seamless carbon steel precision mechanical tubing finds applications in various industries, including automotive, machinery, construction, and transportation. It is commonly used for the production of components such as bushings, bearings, cylinders, and shafts.






| JIS | ASTM | BS | DIN | NF | ISO | Index Number | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Standard Number | Grade | Tupe | Standard Number | Grade | Tupe | Standard Number | Grade | Tupe | Standard Number | Grade | Tupe | Standard Number | Grade | Tupe | Standard Number | Grade | Tupe | |
| G3445 | STKM11A | C | A512 | MT1010 | C | 1717 | ERWC1 | C | 2391 | St30Si | C | 3304 | R28 | C | C017 | |||
| A513 | MT1010 | C | St30A1 | C | 3305 | " | C | |||||||||||
| 2393 | St28 | C | 3306 | " | C | |||||||||||||
| RSt28 | C | |||||||||||||||||
| 2394 | St28 | C | ||||||||||||||||
| USt28 | C | |||||||||||||||||
| RSt28 | C | |||||||||||||||||
| STKM12A | C | A512 | MT1015 | C | 1717 | ERWC2 | C | 2391 | St37-2 | 3304 | R33 | C | ||||||
| A513 | MT1015 | C | 6323 | HFS3 | C | RSt37-2 | 3305 | " | " | |||||||||
| STKM12B | C | A512 | MT1015 | C | 2394 | St37-2 | 3306 | " | " | |||||||||
| A513 | MT1015 | C | Ust38-2 | |||||||||||||||
| A519 | MT1015 | C | RSt-2 | |||||||||||||||
| STKM12C | C | 1717 | CEWC2 | C | A49-322 | TU37b | C | |||||||||||
| " | CFSC3 | C | A49-327 | TU37b | C | |||||||||||||
| 6323 | CFS3 | C | ||||||||||||||||
| " | CFS3A | C | ||||||||||||||||
| STKM13A | C | A312 | MT1020 | C | 1717 | ERWC3 | C | 2391 | St45 | C | A49-324 | TU37b | C | 2937 | TS4 | C | ||
| A513 | MT1020 | C | 2393 | St44-2 | C | A49-330 | TU37b | C | 3304 | R37 | " | |||||||
| 2394 | St44-2 | C | A49-343 | TU38b | C | 3305 | " | " | ||||||||||
| STKM13B | C | A513 | MT1020 | C | 3306 | " | " | |||||||||||
| STKM13C | C | 1717 | CEWC3 | C | ||||||||||||||
| " | CFSC4 | C | ||||||||||||||||
| 6323 | CFS4 | C | ||||||||||||||||
| STKM14A | C | A513 | MT1020 | C | 6323 | HFS4 | C | 2937 | TS9 | C | ||||||||
| 3304 | R42 | " | ||||||||||||||||
| STKM14B | C | 6323 | HFS5 | C | 3305 | R42 | C | |||||||||||
| STMK14C | C | 3306 | " | " | ||||||||||||||
| STKM15A | C | A513 | 1030 | C | ||||||||||||||
| A519 | 1030 | C | ||||||||||||||||
| STKM15C | ||||||||||||||||||
| STKM16A | C | A519 | 1040 | C | A49-311 | TUXC35 | C | |||||||||||
| A49-312 | TUXC35 | C | ||||||||||||||||
| STKM16C | C | |||||||||||||||||
| STKM17A | C | A519 | 1050 | C | 6323 | HFS8 | C | |||||||||||
| STKM17C | C | 6323 | CFS8 | C | ||||||||||||||
| STKM18A | C | A519 | 1518 | C | 1717 | ERWC5 | C | A49-310 | TU52b | C | ||||||||
| A49-311 | TU52b | C | ||||||||||||||||
| A49-312 | TU52b | C | ||||||||||||||||
| STKM18B | C | A49-321 | TU52b | C | ||||||||||||||
| A49-323 | TU52b | C | ||||||||||||||||
| A49-326 | TU52b | C | ||||||||||||||||
| STKM18C | C | A49-330 | TU52b | C | ||||||||||||||
| A49-341 | TS42a | C | ||||||||||||||||
| " | TS47a | C | ||||||||||||||||
| A49-343 | TS18M5 | C | ||||||||||||||||
| STKM19A | C | A519 | 1524 | C | 2391 | ST52 | C | 2937 | TS18 | C | ||||||||
| 2393 | ST52-3 | C | 2938 | Gr.1 | C | |||||||||||||
| 2394 | ST52-3 | C | 3304 | R50 | C | |||||||||||||
| 3305 | R50 | C | ||||||||||||||||
| 3306 | R50 | C | ||||||||||||||||
| STKM20A | C | |||||||||||||||||
| G3441 | SCr420TK | Cr | C018 | |||||||||||||||
| SCM415TK | CrMo | |||||||||||||||||
| SCM418TK | CrMo | 6323 | CFS10 | CrMo | ||||||||||||||
| SCM420TK | CrMo | A519 | 5120 | CrMo | ||||||||||||||
| SCM430TK | CrMo | A519 | 4130 | CrMo | ||||||||||||||
| SCM435TK | CrMo | A519 | 4135 | CrMo | ||||||||||||||
| SCM440TK | CrMo | A519 | 4140 | CrMo | 6323 | CFS10 | CrMo | |||||||||||


Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.

Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.

When you partner with Sunny Steel, you can stop worrying about meeting deadlines thanks to our responsive and timely service. You'll also say goodbye to unnecessary shopping around. Instead, you'll get white glove service from an expert who understands your needs and can get you the materials you need quickly.

