DSAW Pipe
Double Submerged Arc Welded (DSAW) pipes for reliable and strong construction.

In the realm of boiler systems, the ASTM A178 Boiler Tube holds a position of significance.
Designed to perfection, these tubes are engineered to handle the intense conditions within boilers. Their construction adheres to strict ASTM standards, guaranteeing top-notch quality and performance.
The ASTM A178 Boiler Tube showcases remarkable strength and durability. It can withstand the high pressures and temperatures that are common in boiler operations, ensuring long-term reliability.
Corrosion resistance is another key attribute. This helps prevent premature deterioration, reducing the need for frequent replacements and saving on maintenance costs.
With precise dimensions and a smooth surface finish, these tubes facilitate efficient heat transfer and fluid flow, enhancing the overall efficiency of the boiler system.
ASTM A178 is a standard specification for electric-resistance-welded (ERW) tubes made from carbon steel and carbon-manganese steel. These tubes are primarily used in boilers, superheaters, and heat exchangers, where they must withstand high temperatures and pressures. The specification outlines the requirements for manufacturing, chemical composition, mechanical properties, and testing, ensuring the tubes perform effectively in demanding applications.
ASTM A178 tubes are essential components in the construction of boilers, superheaters, and heat exchangers. Their reliable performance at high temperatures and pressures, combined with stringent manufacturing and testing standards, ensures that they meet the demands of critical applications in power plants, refineries, and industrial facilities. The specification's focus on material quality, mechanical properties, and corrosion resistance makes ASTM A178 tubes a preferred choice for engineers and manufacturers in the energy and process industries.

ASTM A178 tubing is carbon steel and carbon manganese ERW tubing used in boilers, boiler flues, super heaters, ASTM A178 is available in A178 Grade A (low carbon steel), A178 Grade C (medium carbon steel), and A178 Grade D (carbon manganese steel). The ASTM A178 Specifications are listed below with the Chemical Composition and Mechanical Properties.
1.1 This specification2 covers minimum-wall-thickness, electric-resistance-welded tubes made of carbon steel and carbon-manganese steel intended for use as boiler tubes, boiler flues, superheater flues, and safe ends.
1.2 This specification covers Grades A, C, and D with differing chemical requirements (Section 6 and Table 1), differing tensile requirements (Section 9 and Table 2), and differing crush and mechanical testing requirements (Sections 10 and 11).
NOTE 1: Grades C and D tubes are not suitable for safe-ending for forge welding.
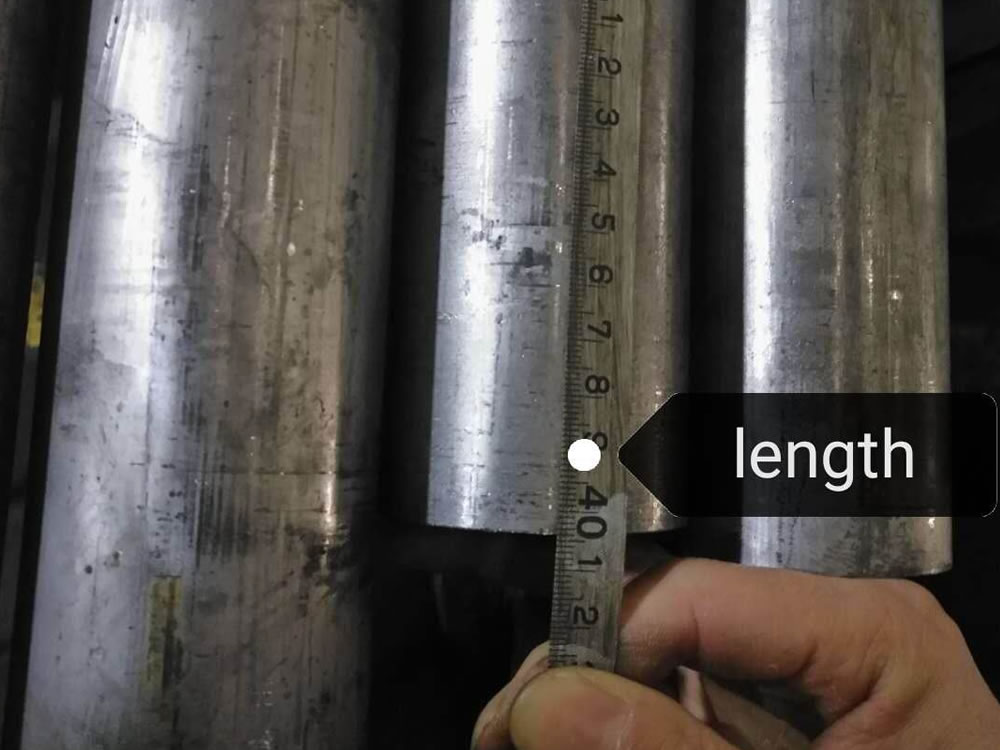
1.3 The tubing sizes and thicknesses usually furnished to this specification are 1/2 to 5 in. [12.7 to 127 mm] in outside diameter and 0.035 to 0.360 in. [0.9 to 9.1 mm], inclusive, in minimum wall thickness. Tubing having other dimensions may be furnished, provided such tubes comply with all other requirements of this specification.
1.4 Mechanical property requirements do not apply to tubing smaller than 1/8 in. [3.2 mm] in inside diameter or 0.015 in. [0.4 mm] in thickness.
1.5 Optional supplementary requirements are provided and when desired, shall be so stated in the order.
1.6 The values stated in either inch-pound units or SI units are to be regarded separately as standard. Within the text, the SI units are shown in brackets. The values stated in each system are not exact equivalents; therefore, each system must be used independently of the other. Combining values from the two systems may result in nonconformance with the specification. The inch-pound units shall apply unless the "M" designation of this specification is specified in the order.
1.7 This international standard was developed in accordance with internationally recognized principles on standardization established in the Decision on Principles for the Development of International Standards, Guides and Recommendations issued by the World Trade Organization Technical Barriers to Trade (TBT) Committee.
Condenser steel tube,heat-exchanger tube,low carbon steel pipe,Resistance welded steel tube,Bolier flues,Spoerheater flues and safe ends,ERW carbon steel pipes.
| Element % | ASTM A178 Gr A / SA178A | ASTM A178 Gr C / SA178C | ASTM A178 Gr D / SA178D |
|---|---|---|---|
| Low carbon steel | Medium Carbon Steel | Manganess Steel | |
| C | 0.06-0.18 | 0.35 Max | 0.27 Max |
| Mn | 0.27-0.63 | 0.80 Max | 1.00-1.50 |
| P | 0.035 | 0.035 | 0.030 |
| S | 0.035 | 0.035 | 0.015 |
| Si | ... | ... | 0.10 Min. |
Grade C & Grade D tubes shall conform to the requirements -tensile properties prescribed below
| Item | ASTM A178 Gr A / SA178A | ASTM A178 Gr C / SA178C | ASTM A178 Gr D / SA178D |
|---|---|---|---|
| Tensile strength, min, ksi [MPa] | 47[325] | 60[415] | 70[485] |
| Yield strength, min, ksi [MPa] | 26[180] | 37[255] | 40[275] |
| Elongation in 2 in. or 50mm, min, % | 35 | 30 | 30 |
| For longitudinal strip tests a deduction for | 1.50A | 1.50A | 1.50A |
| Each1⁄32-in[0.8mm] decrease in wall thickness below 5⁄16in. [8mm] | |||
| From the basic minimum elongation of the following percentage points shall be made |
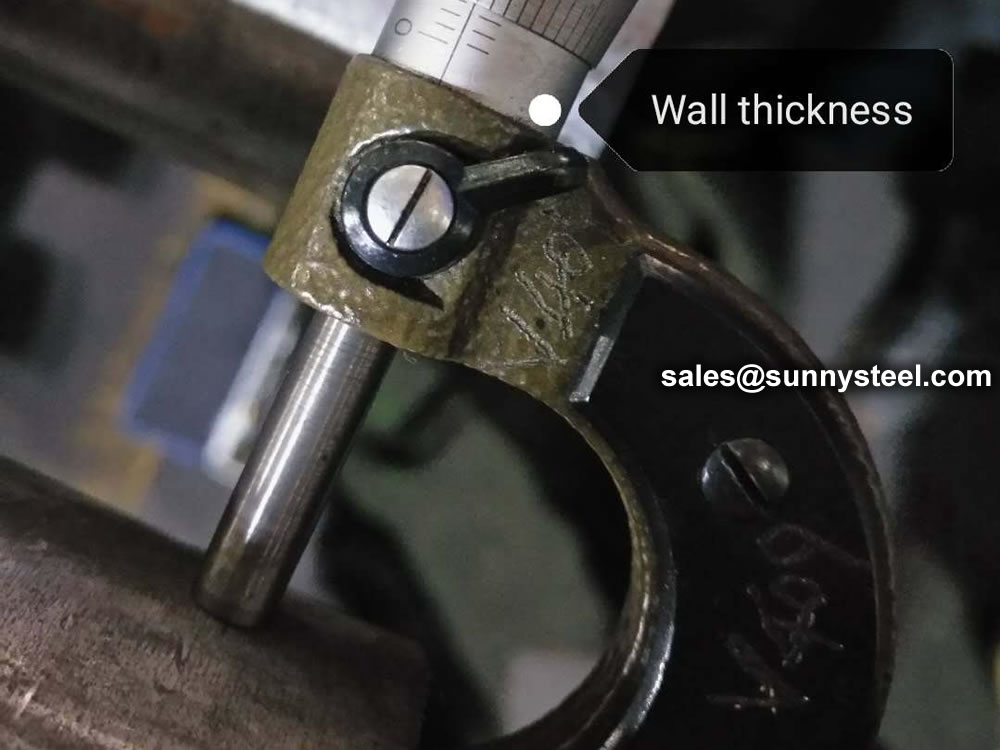
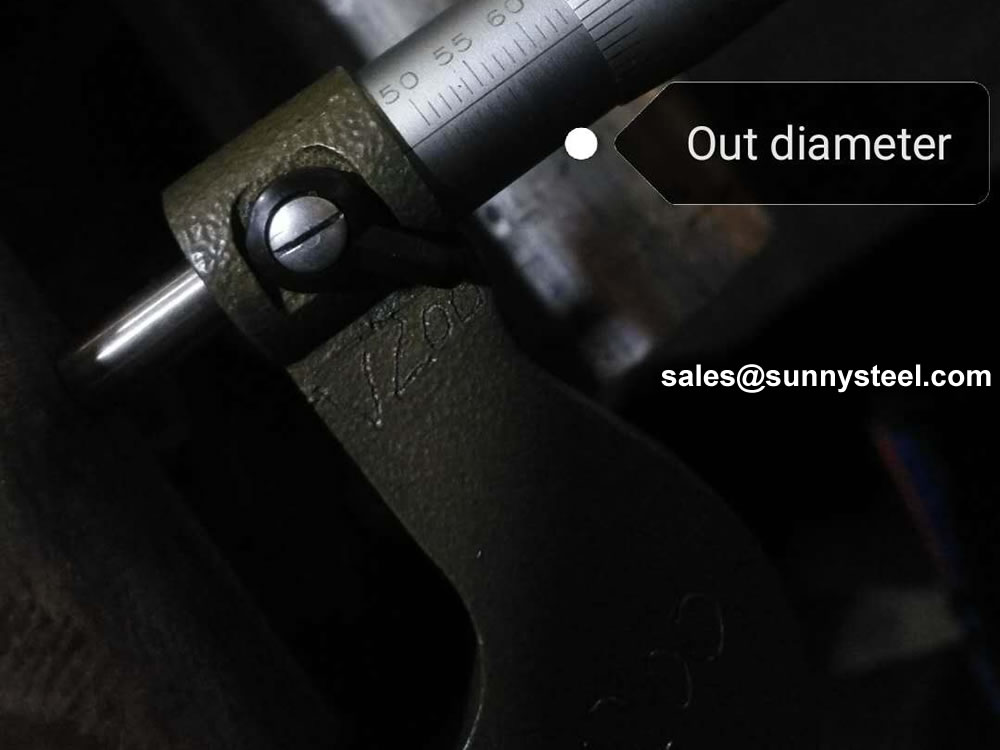
| Outside Diameter tol | Wall thickness tol | ||
|---|---|---|---|
| OD < 50 | ±0.05mm | S < 4mm | ±12.5% |
| OD > 50 | ±1% | 4--20mm | +15/-12.5% |
| S≧20mm | ±12.5% | ||
ASTM A450 covers carbon and low alloy steel tube. Steel samples shall be melt processed and shall either be ingot cast or strand cast. Heat and product analyses shall be performed on the steel materials. Steel specimens shall also undergo tensile tests and shall conform to required values of yield strength and elongation. Flattening test, reverse flattening test, flaring test, flange test, hardness test, hydrostatic test, air underwater pressure test, and nondestructive tests shall be performed on the steel materials.
Heat treatment:
After welding,all tubes shall be heat treated at a temperature of 1650°F(900℃) or higher and followed by cooling in air or in the cooling chamber of a controlled-atmosphere furnace,Cold-drawn tubes shall be heat treated after the final cold-draw pass at a temperature of 1200°F(650℃)or higher.
Surface Condition:
Finished tubes shall be free of scale,A slight amount of oxidation will not be considered as scale.
Mechanical Tests Required:
Flattenting Test/Flaring test/Flange test/Crush test/Tension test/Reverse Flattening test/Hydrostatic or Nondestructive Electric Test
Used in boiler, superheater, heat-exchanger and pressure equipment in Petrochemical factory, Refinery factory, sugar mill, power plant, power plant, shipbuilding.
The ASTM A178 Grade D steel shall be killed. ASTM A178 tubes shall be made by electric-resistance welding process. After welding, all tubes shall be heat treated at a temperature of 1650°F [900°C] or higher and followed by cooling in air or in the cooling chamber of a controlled-atmosphere furnace. Cold-drawn tubes shall be heat treated after the final cold-draw pass at a temperature of 1200°F [650°F] or higher.
ERW tubes made from ASTM A178 steel may be tested or inspected in the following ways covering crush test, flattening test, flange test, tension test, reverse tension test, hydrostatic test, nondestructive electric test, dimension inspection, visual examination, as well as ultrasonic inspection.
A 178 C-Steel Electric-Resistance-Welded Boiler Tubes
| ASTM STANDARD |
UNS NO. | KOREA/JAPANES | GERMAN | BRITISH | BELGIAN | FRENCH | ITALIAN | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| KS/JIS Symbol | KS/JIS Numbe | Remarks | DIN Type | DIN Number |
Materiral Number |
Remarks | B.S Number |
B.S Grade | NBN Type | NBN Grade | Remarks | AFNOR Type | NF Number | Ramarks | UNI Type | UNI Number | Ramarks | |||
| Graade A | K01200 | STBH 340 / STB 35 | D3563 / G3461 | St 37.8 | 17177 | 1.0315 | (7) | 3059 | ERW 320 | (3) | (3) | |||||||||
| Grade c | K03503 | SHBH 410 / STB 42 | D3563 / G3461 | St 42.8 | 17177 | 1.0498 | (7) | (3) | (3) | |||||||||||












| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Casting | API 5CT | Ø48.3~273 x WT2.77~11.43 | J55, K55, N80, L80 |
| Tubing | API 5CT | Ø48.3~273 x WT2.77~11.43 | J55, K55, N80, L80, H40 |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Line Pipes | API 5L | Ø60.3~273.1 x WT2.77~12.7 | A25, A, B, X42, X46, X52, X56, X60, X65, X70, X80 |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Electric-Resistance-Welded Steel Pipes | ASTM A135 | Ø42.2~114.3 x WT2.11~2.63 | A |
| Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater Tubes | ASTM A178 | 42.2-114.3 x 2.11-2.63 | A, C, D |
| ERW and Hot-dip Galvanized Steel Pipes | ASTM A53 | Ø21.3~273 x WT2.11~12.7 | A, B |
| Pipes for Piling Usage | ASTM A252 | Ø219.1~508 x WT3.6~12.7 | Gr.2, Gr.3 |
| Tubes for General Structural Purpose | ASTM A500 | Ø21.3~273 x WT2.11~12.7 | Gr.2, Gr.3 |
| Square Pipes for General Structural Purpose | ASTM A500 | 25 x 25~160 x 160 x WT1.2~8.0 | Carbon Steel |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Threaded Steel Pipes | DIN 2440 | Ø21~164 x WT2.65~4.85 | Carbon Steel |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Screwed and Socketed Steel Tubes | BS 1387 | Ø21.4~113.9 x WT2~3.6 | Carbon Steel |
| Scaffolding Pipes | EN 39 | Ø48.3 x WT3.2~4 | Carbon Steel |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Carbon Steel Tubes for General Structure Purpose | JIS G3444 | Ø21.7~216.3 x WT2.0~6.0 | Carbon Steel |
| Carbon Steel Tubes for Machine Structure Purpose | JIS G3445 | Ø15~76 x WT0.7~3.0 | STKM11A, STKM13A |
| Carbon Steel Pipes for Ordinary Piping | JIS G3452 | Ø21.9~216.3 x WT2.8~5.8 | Carbon Steel |
| Carbon Steel Pipes for Pressure Service | JIS G3454 | Ø21.7~216.3 x WT2.8~7.1 | Carbon Steel |
| Carbon Steel Rigid Steel Conduits | JIS G8305 | Ø21~113.4 x WT1.2~3.5 | G16~G104, C19~C75, E19~E75 |
| Carbon Steel Rectangular Pipes for General Structure | JIS G3466 | 16 x 16~150 x 150 x WT0.7~6 | Carbon Steel |



Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.

Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.

When you partner with Sunny Steel, you can stop worrying about meeting deadlines thanks to our responsive and timely service. You'll also say goodbye to unnecessary shopping around. Instead, you'll get white glove service from an expert who understands your needs and can get you the materials you need quickly.