


ASTM SEAMLESS PIPE
ASTM SEAMLESS PIPE - industrial steel pipe
Carbon Alloy Stainless Hot Rolled Cold Drawn Seamless Steel Pipe Manufacturer
Factory supply full series seamless steel pipe: hot rolled large size pipe & cold drawn precision tube, various steel grades, complete NDT inspection, custom deep processing available for industrial fluid & structural projects.
Seamless pipes come in various types, each designed for specific applications and environments. Some of the common types of seamless pipes include:
Seamless steel pipe is regularly used in the transportation of fluids such as water, natural gas, waste and air. It is also regularly required in many high-pressure, high-corrosive environments such as in the oil & gas, power generation and pharmaceutical industries. Some common uses of seamless pipes include:
There are two types of factors that affect the quality of seamless steel pipes: steel quality and rolling process factors.
Factors in the rolling process are discussed here. The main influencing factors are: temperature, process adjustment, tool quality, process cooling and lubrication, removal and control of sundries on the surface of rolled parts, etc.
Temperature is the most important factor affecting the quality of seamless steel pipes. First of all, the uniformity of the heating temperature of the tube blank directly affects the wall thickness uniformity and inner surface quality of the perforated capillary, which in turn affects the wall thickness quality of the product. Secondly, the temperature and uniformity of the steel pipe during the rolling process (especially the final rolling temperature) are related to the mechanical properties, dimensional accuracy and surface quality of the delivered product in the hot-rolled state, especially when the steel billet or lamp tube is overheated or even When overburned, it will cause waste. Therefore, in the production process of hot-rolled seamless pipes, heating and controlling the deformation temperature in strict accordance with the process requirements are the first work that must be done.
Process adjustment and work quality mainly affect the geometric shape and appearance quality of steel pipes.
For example, the adjustment of the piercing machine and the rolling mill affects the wall thickness accuracy of the product, and the adjustment of the sizing machine is related to the accuracy and straightness of the product's outer diameter. Moreover, process adjustment also affects whether the rolling process can be carried out normally.
The quality and stability of the cutting tool are directly related to the dimensional accuracy, surface quality and cutting tool consumption of the product can be effectively controlled; the quality of the mandrel surface treatment (chrome plating) first affects the inner surface of the seamless steel pipe, and secondly affects Mandrel consumption and production costs.
The cooling quality of the piercing head and rolls not only affects their life, but also affects the quality control of the inner and outer surfaces of the finished product. The cooling and lubrication quality of the mandrel first affects the inner surface quality, wall thickness accuracy and mandrel consumption of the seamless steel pipe; it also affects the load during rolling.
The removal and control of sundries on the surface of rolled parts refers to the timely and effective removal of iron sheets on the inner and outer surfaces of capillaries and waste pipes, and the control of reoxidation before rolling deformation. Nitrogen blowing in the inner hole of the capillary, borax spraying, pipe rolling and high-pressure water descaling at the entrance of fixed (reduced) diameter, effectively improving and enhancing the quality of the internal and external surfaces.
The outer diameter of hot-rolled seamless pipe is generally greater than 32mm, the wall thickness is 2.5-200mm, the outer diameter of cold-rolled seamless steel pipe can be 6mm, the wall thickness can be 0.25mm, the outer diameter of thin-walled pipe can be 5mm, and the wall thickness is less than 0.25mm, cold rolling
| NPS/ DN/ OD | Permissible Variations in Outside Diameter | |||
|---|---|---|---|---|
| Over | Under | |||
| in. | mm | in. | mm | |
| NPS 1/8 to 1½, incl DN 6 to 40 OD 10.3 to 48.3, mm |
1/64 | 0.4 | 1/64 | 0.4 |
| Over 1½ to 4, incl DN 40 to 100 OD 48.3 to 114.3, mm |
1/32 | 0.8 | 1/32 | 0.8 |
| Over 4 to 8, incl DN 100 to 200 OD 114.3 to 219.1, mm |
1/16 | 1.6 | 1/32 | 0.8 |
| Over 8 to 18, incl DN 200 to 450 OD 219.1 to 457, mm |
3/32 | 2.4 | 1/32 | 0.8 |
| Over 18 to 26, incl DN 450 to 650 OD 457 to 660, mm |
1/8 | 3.2 | 1/32 | 0.8 |
According to the production method, seamless tubes are divided into hot - rolled tubes, cold - rolled tubes, cold - drawn tubes, extruded tubes, jacking tubes, etc. The maximum diameter is 650 mm and the minimum diameter is 0.3 mm. Depending on the application, there are thick - walled tubes and thin - walled tubes. Seamless steel tubes are mainly used as petroleum geological drilling tubes, cracking tubes for petrochemical industry, boiler tubes, bearing tubes and high - precision structural steel tubes for automobiles, tractors and aviation. In the plate, Q345B seamless steel pipe belongs to the low - alloy series.
Among the low - alloy materials, this kind of material is the most common. The outside diameter of hot - rolled seamless pipe is usually more than 32mm, the wall thickness is 2.5 - 200mm, the outside diameter of cold - rolled seamless steel pipe can be 6mm, the wall thickness can be 0.25mm, the outside diameter of thin - walled pipe can be 5mm, and the wall thickness is less than 0.25mm, cold rolling has higher dimensional accuracy than hot rolling.
Steel Pipe & Tubing seem similar at first blush and in fact they share many characteristics but they also have some important differences.
Steel Tubing is a hollow steel shape intended for structural purposes and made from carbon, stainless, or galvanized steel further divided as:
Mechanical Tubing is used in low stress applications such as fences, kitchens, restaurants, hospitals, solar panels and made with wall thicknesses up to 10 gauge.
Structural Tubing is for high stress structural application like bridges, buildings, roll cages, and underwater platforms with wall thickness from 3/16" and up. It is often referred to as Hollow Structural Sections or just the acronym HSS.
Pipe is a hollow structure that is intended to carry material such as liquids, gasses, or even solids. Its wall thickness is described by its Schedule and it is often broken down by type using the method of manufacturing it, either ERW or Seamless
Both Tubing and Pipe are manufactured by the first two methods below. The third is reserved for Tubing only.
Electric Resistance Welded, often abbreviated as ERW, is a process that uses specific machinery to shape the pipe and tubing. A continuous steel sheet is unwound from a coil and shaped using contoured rollers, forcing the edges together under pressure. These edges are then welded together by heating the material to over 2,000 degrees. After welding, the pipe or tubing is cut into the exact size needed.
Seamless Pipe (and tubing) is made by extruding a steel block or by drilling a solid steel bar. Next, the extrusion or the drilled steel bar is cold drawn through a dye to achieve the diameter and thickness needed. Because this process can cause mechanical hardening, sometimes the material is annealed and straightened as a final process. Seamless Pipe & Tubing is subdivided as:
Cold Drawn Seamless, or CDS, exhibits precise tolerances and a good surface finish.
Hot Finished Seamless, or HFS, has less critical tolerances and somewhat scaly finish and is not as strong as CDS.
For Drawn over Mandrel, or DOM tubing, the first stages of manufacturing are identical to ones used to make electric resistance welded tubing, but in the finishing stages the entire flash weld is taken out and the tube is cold drawn over a mandrel. A mandrel is a round object against which material can be forged or shaped. The cold drawn process provides the tube with better dimensional tolerances, improved surface finish and the strongest weld strength achievable.
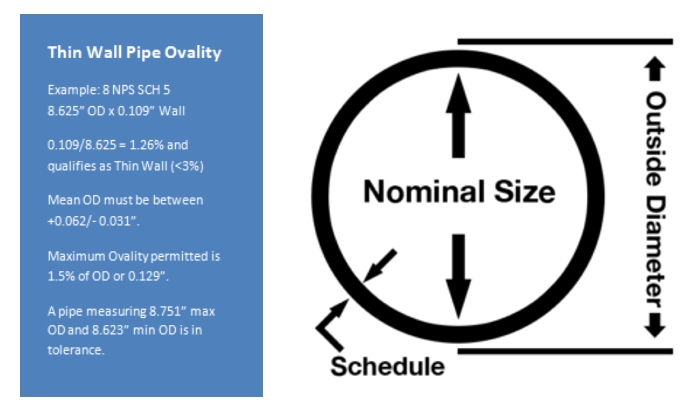
Pipe Size is specified with two non-dimensional numbers:
Both the size and schedule are required to accurately specify a particular piece of pipe.
Nominal Pipe Size (NPS) is the current North American Set of standard sizes for pipes used for high and low pressures and temperatures. A further discussion of this is here.
Iron Pipe Size (IPS) was an earlier standard than NPS to designate the size. The size was the approximate inside diameter of the pipe in inches. Each pipe had one thickness, named (STD) Standard or (STD.WT.) Standard Weight. There were only 3 wall thicknesses at the time. In March 1927, the American Standards Association created a system that designated wall thickness based on smaller steps between sizes and introduced Nominal Pipe Size which replaced Iron Pipe Size.
Schedule Number for wall thickness ranges from SCH 5, 5S, 10, 10S, 20, 30, 40, 40S, 60, 80, 80S, 100, 120, 140, 160, STD, XS (Extra Strong) AND XXS (Double Extra Strong).
BPE Black Plain End Pipe
BTC Black Threaded & Coupled
GPE Galvanized Plain End
GTC Galvanized Threaded & Coupled
TOE Threaded One End
Galvanized Covered with a protective zinc coating on steel to prevent the material from rusting. The process can be hot-dip-galvanizing where the material is dipped in molten zinc or Electro-Galvanized where the steel sheet from which the pipe is made was galvanized during production by an electro-chemical reaction.
Uncoated Uncoated Pipe
Black Coated Coated with a dark colored iron-oxide
Red Primed Red Oxide Primed used as a base coat for ferrous metals, gives iron and steel surfaces a layer of protection
Cold drawn seamless tubing possesses a high strength-to-weight ratio and can be processed to provide a combination of desired characteristics. Cold drawn seamless mechanical tubing is used in a variety of uses, particularly when heavy wall thicknesses, specific steel alloys or both are required.







With years of expertise, we provide a wide range of steel tube processing services. From basic sawing and machining to complex bending and upsetting operations, we support you at every stage of your project.
Our capabilities include eccentricity reduction and concentricity improvement through turning and grinding. We specialize in creating complex geometries using rotary swaging and axial forming, and offer property modifications through partial heat treatment to meet your exact requirements.

Seamless pipes are manufactured from solid steel billets that are heated and pierced to form a hollow tube. They are widely used in high-pressure and critical applications due to their superior strength and reliability.
The production starts with heating a round steel billet and piercing it with a bullet-shaped mandrel. The tube is then rolled and drawn to achieve the required dimensions. Final steps include hydrostatic testing, inspection, and coating when required.
Seamless steel pipes are supplied according to standards such as ASTM A53, A106, A333, A312, A358 and API 5L. Sizes range from 1/8" (3.175 mm) to 26" (660.4 mm) OD.
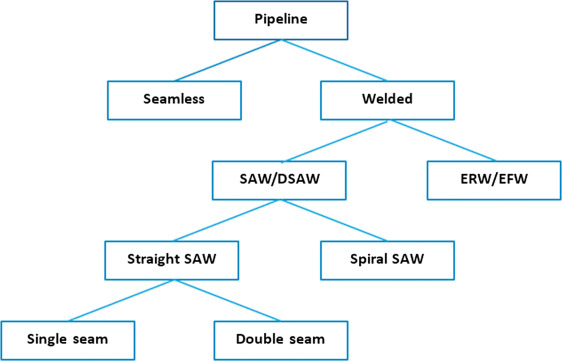
Mills produce two main types of line pipe: seamless and welded.
Seamless pipe is formed from a heated cylindrical bar pierced by a mandrel, then rolled to the desired size.
Flexible pipes consist of multiple layers (carcass, polymer sheaths, pressure armor, tensile armor, etc.) and are used for risers and flowlines where high flexibility is required.
Mechanical properties (tensile strength, yield strength, elongation, etc.) are key indicators for the end-use performance of seamless pipes. These properties depend on chemical composition and heat treatment.
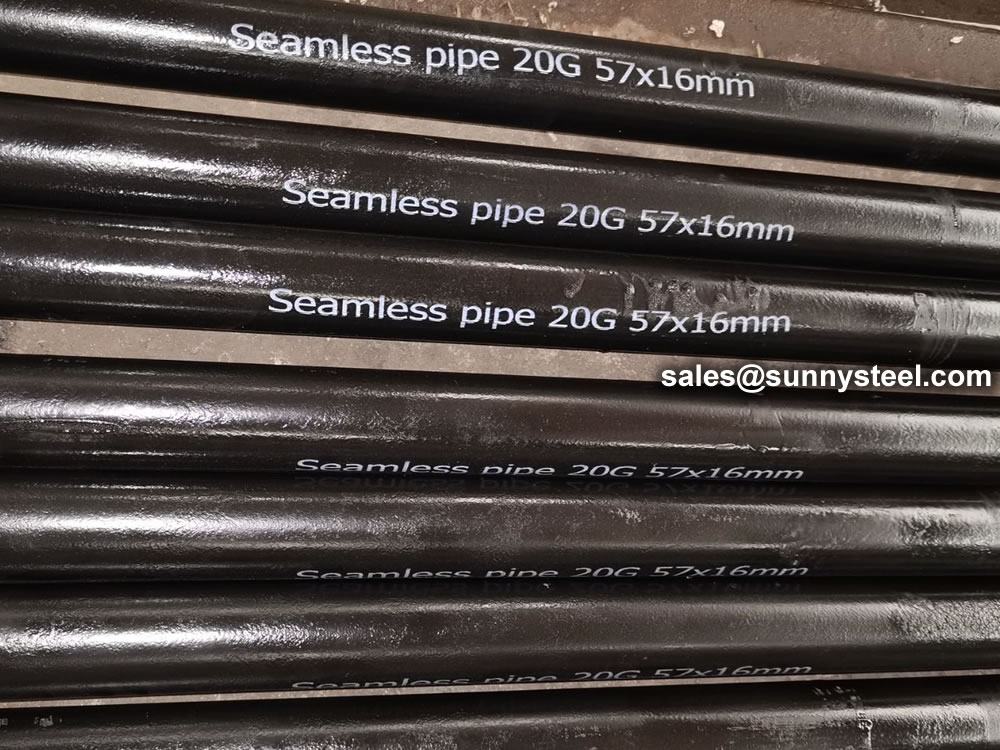
Seamless pipe is a type of pipe that is manufactured without any welding seam.
Seamless pipe is manufactured by heating solid steel billet and piercing the center, forming a complete tube without any welding seam. Compared with welded pipe, seamless pipe owns uniform internal metallurgical structure, stronger pressure bearing capacity, high temperature oxidation resistance and anti-corrosion performance. It can transport liquid, gas, ash powder and solid particle medium under harsh working conditions.
We distinguish two core categories for industrial usage: Pipe for fluid transmission sized by NPS & SCH wall thickness standard; Tubing precision structural tube with strict outer diameter tolerance for mechanical equipment.
| Production Type | Size Range | Core Feature | Typical Application |
|---|---|---|---|
| Hot Rolled Seamless Pipe | OD ≥32mm, WT 2.5~200mm | Low cost mass production, normal surface oxide scale, standard dimensional tolerance | Boiler pipe, oil gas pipeline, large structural pipe |
| Cold Drawn / Cold Rolled Tubing | Min OD 6mm, Min WT 0.25mm | Ultra high dimensional precision, smooth inner & outer surface, tight tolerance | Hydraulic honing tube, auto parts, precision machinery equipment |
Extra special forming technology available: extrusion pipe, DOM honed pipe and deep drawing tube for special custom requirements.
| Comparison Item | Seamless Pipe | Welded Pipe |
|---|---|---|
| Structure Feature | No welding seam, integral monolithic metal structure | Longitudinal welding seam exists, weak mechanical zone at weld line |
| Pressure & Temperature Resistance | Suitable for medium / high pressure, high temperature harsh environment | Only limited to low pressure & normal temperature general fluid |
| Corrosion Risk | Uniform metal, no concentrated corrosion risk | Weld seam easy to rust & crack under corrosive medium |
| Production Cost | Higher raw material & processing cost | Low production cost for mass low-demand projects |
We support full range secondary processing for all seamless pipe specifications according to customer drawing requirements:
Complete official MTC material test certificate can be provided for every shipment batch.



Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.

Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

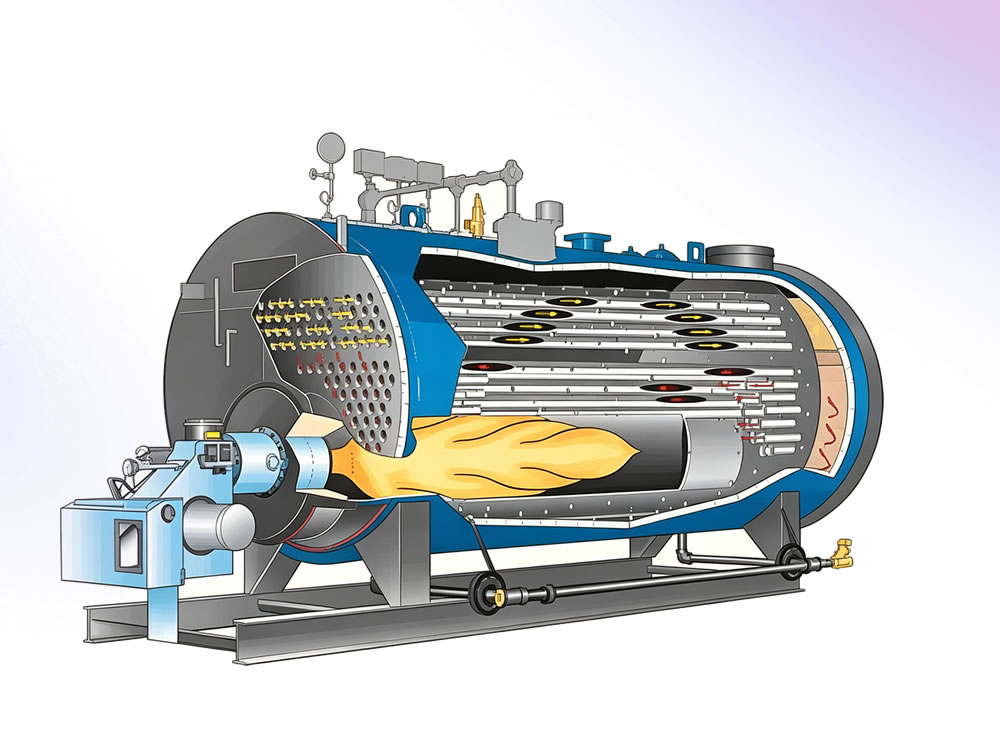
Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.

When you partner with Sunny Steel, you can stop worrying about meeting deadlines thanks to our responsive and timely service. You'll also say goodbye to unnecessary shopping around. Instead, you'll get white glove service from an expert who understands your needs and can get you the materials you need quickly.