15CrMo boiler tube
15CrMo boiler tube - seamless steel tube

GB 5310 15MoG high pressure seamless boiler tubes are low-alloy steel containing Mo, which offers good mechanical properties and high-temperature strength.
GB 5310 15MoG is a low-alloy steel used for making high-pressure seamless boiler tubes. The composition of 15MoG includes Mo, which provides improved high-temperature strength, toughness, and resistance to thermal fatigue.
15MoG high-pressure seamless boiler tubes are typically used in power plant boilers, where they can be found as superheaters, reheaters, steam pipes, and other high-pressure components. The working pressure for the use of these tubes is typically above 9.8 MPa and the working temperature is between 450℃ and 650℃.
Some of the main features of 15MoG high-pressure seamless boiler tubes include good high-temperature strength, corrosion resistance, and dimensional accuracy. They also have a low thermal expansion coefficient that reduces thermal stress during operation, which improves the reliability of the tubes.
The production and use of 15MoG high-pressure seamless boiler tubes must comply with strict standards to ensure their safety and reliability. Different end types are available, such as plain end, beveled end, or threaded ends, and the tubes can come in various lengths, outer diameters, and wall thicknesses.
(1)Steel smelting method
GB 5310 15MoG steel will be smelted by electric furnace plus furnace refining, oxygen converter plus furnace refining or electroslag remelting method.
(2)Manufacturing methods and requirements for tube blanks
The tube blank can be produced by continuous casting, die casting or hot rolling (forging).
(3)Manufacturing method of steel tube
GB 5310 15MoG Steel tubes shall be manufactured by hot rolling (extrusion, expansion) or cold drawing (rolling).
15MoG is a low-alloy steel that offers excellent mechanical properties and high-temperature strength. 15MoG high-pressure seamless boiler tubes are a critical component in power plant boilers, and their quality and performance are essential factors in ensuring reliable and safe operation.
| Steel Grade | C | Si | Mn | S | P | Cr | Mo |
|---|---|---|---|---|---|---|---|
| 15 MoG | 0.12-0.20 | 0.17-0.37 | 0.40-0.80 | 0.015 | 0.025 | 0.25-0.35 |
| Grade | Tensile strength | Yield point(Mpa) | Elongation(%) | Impact(J) |
|---|---|---|---|---|
| (Mpa) | not less than | not less than | not less than | |
| 15MoG | 450-600 | 270 | 22/20 | 40/27 |
| 20MoG | 415-665 | 220 | 22/20 | 40/27 |
GB 5310 15MoG high-pressure seamless boiler tubes are widely used in various industrial applications, mainly for making high-pressure components in power plant boilers. Here are the main applications of 15MoG:
In general, 15MoG high-pressure seamless boiler tubes are critical components in power plant boilers, and their quality and performance must meet strict standards for production and use to ensure reliable and safe operation.
12Cr2MoG high-pressure seamless boiler tubes offer excellent mechanical properties, corrosion resistance, and dimensional accuracy, making them a reliable and durable material for use in high-pressure boilers in various industrial applications.
The main features of GB 5310 15MoG high-pressure seamless boiler tubes are:
15MoG high-pressure seamless boiler tubes offer excellent mechanical properties, corrosion resistance, and dimensional accuracy, making them a reliable and durable material for use in high-pressure boilers in various industrial applications.

GB 5310 is a standard for seamless tubes used in high-pressure steam boilers and pipelines. The main application for GB 5310 tubes is as high-pressure pipeline tubes in boiler projects. These tubes can be used for superheaters, reheaters, and windpipes.
The GB 5310 standard applies to tubes made from materials such as:
The long-term use temperature for GB 5310 20G seamless steel pipes used as headers and steam pipes is ≤ 425 ° C.
| Steel Grade | C | Si | Mn | S | P | Cr | Mo | V | Ti | B | W | Ni | Al | Nb | N |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 20G | 0.17-0.23 | 0.17-0.37 | 0.35-0.65 | 0.015 | 0.025 | ||||||||||
| 20 MnG | 0.17-0.24 | 0.17-0.37 | 0.70-1.00 | 0.015 | 0.025 | ||||||||||
| 25MnG | 0.22-0.27 | 0.17-0.37 | 0.70-1.00 | 0.015 | 0.025 | ||||||||||
| 15MoG | 0.12-0.20 | 0.17-0.37 | 0.40-0.80 | 0.015 | 0.025 | 0.25-0.35 | |||||||||
| 20MnG | 0.15-0.25 | 0.17-0.37 | 0.40-0.80 | 0.015 | 0.025 | 0.44-0.65 | |||||||||
| 12CrMoG | 0.08-0.15 | 0.17-0.37 | 0.40-0.70 | 0.015 | 0.025 | 0.40-0.70 | 0.40-0.55 | ||||||||
| 15CrMoG | 0.12-0.18 | 0.17-0.37 | 0.40-0.70 | 0.015 | 0.025 | 0.80-1.10 | 0.40-0.55 | ||||||||
| 12Cr2MoG | 0.08-0.15 | ≤0.60 | 0.40-0.60 | 0.015 | 0.025 | 2.00-2.50 | 0.90-1.13 | ||||||||
| 12Cr1MoVG | 0.08-0.15 | 0.17-0.37 | 0.40-0.70 | 0.010 | 0.025 | 0.90-1.20 | 0.25-0.35 | 0.15-0.30 | |||||||
| 12Cr2MoWVTiB | 0.08-0.15 | 0.45-0.75 | 0.45-0.65 | 0.015 | 0.025 | 1.60-2.10 | 0.50-0.65 | 0.28-0.42 | 0.08-0.18 | 0.002-0.008 | 0.30-0.55 | ||||
| 10Cr9Mo1VNbN | 0.08-0.12 | 0.20-0.50 | 0.30-0.60 | 0.010 | 0.020 | 8.00-9.50 | 0.85-1.05 | 0.18-0.25 | ≤0.040 | ≤0.040 | 0.06-0.10 | 0.03-0.07 |
Steel smelting method
High-quality carbon structural steel and alloy structural steel shall be smelted by electric furnace plus furnace refining, oxygen converter plus furnace refining or electroslag remelting method, and steel refined outside the furnace shall be subjected to vacuum degassing treatment.
10Cr9Mo1VNbN, 10Cr9MoW2VNbBN, 10Cr11MoW2VNbCu1BN, 11Cr9Mo1W1VNbBN and stainless (heat-resistant) steel should be smelted by electric furnace plus furnace refining or electroslag remelting. The steel refined outside the furnace should be vacuum degassed.
After consultation between the supplier and the buyer, and indicating in the contract, other higher-required smelting methods may be adopted. When the purchaser specifies a certain smelting method, it should be indicated in the contract.
The tube blank can be produced by continuous casting, die casting or hot rolling (forging).
Continuous casting tube blanks shall comply with the provisions of YB/T 4149, in which the level of low-fold structural defects shall not exceed 1; the hot-rolled (forged) tube blanks shall comply with the provisions of YB/T ××××; It is carried out in accordance with the regulations for hot-rolled (forged) tube blanks.
Steel pipes shall be manufactured by hot rolling (extrusion, expansion) or cold drawing (rolling). Steel pipes of grade 08Cr18Ni11NbFG shall be manufactured by cold drawing (rolling) seamless method.
The steel pipe shall be delivered in a heat treated condition. The heat treatment system for steel pipes shall comply with the requirements of Table 4. The heat treatment system for steel pipes should be filled in the quality certificate.
| No. | Steel Pipe | Heat treatment |
|---|---|---|
| 1 | 12Ga、20Ga | 880 ℃~940 ℃,Normalizing |
| 2 | 20MnGa、25MnGa | 880 ℃~940 ℃,Normalizing |
| 3 | 15MoGa、20MoGa | 890 ℃~950 ℃,Normalizing |
| 4 | 12CrMoGa | 900 ℃~960 ℃,Normalizing;650 ℃~730 ℃,Tempering |
| 5 | 15CrMoGa | 900 ℃~960 ℃,Normalizing;660 ℃~730 ℃,Tempering |
| 6 | 12Cr2MoGa | 900 ℃~960 ℃,Normalizing;700 ℃~750 ℃,Tempering It can also be heated to 900 °C ~ 960 °C, and the furnace is cooled to 700 °C for more than 1 h, and air-cooled. |
| 7 | 12Cr1MoVGa | 980 ℃~1 020 ℃,Normalizing,980 °C ~ 1 020 °C normalizing, when the wall thickness is greater than 30 mm, forced cooling; 720 °C ~ 760 °C tempering. |
| 8 | 12Cr2MoWVTiB | 1 000 ℃~1 035 ℃,Normalizing;760 ℃~790 ℃,Tempering |
| 9 | 07Cr2MoW2VNbB | ≥1 040 ℃,Normalizing,≥730 ℃,Tempering |
| 10 | 08Cr2Mo1W2VTiB | ≥980 ℃,Normalizing,≥730 ℃,Tempering |
| 11 | 12Cr3MoVSiTiB | 1 040 ℃~1 060 ℃,Normalizing;720 ℃~770 ℃,Tempering |
| 12 | 09Ni1MnMoNbCu | 880 ℃~980 ℃,Normalizing,580 ℃~680 ℃,Tempering |
| 13 | 10Cr9Mo1VNbN | ≥1 040 ℃,Normalizing,≥730 ℃,Tempering |
| 14 | 10Cr9MoW2VNbBN | ≥1 040 ℃,Normalizing,≥730 ℃,Tempering |
| 15 | 10Cr11MoW2VNbCu1BN | ≥1 040 ℃,Normalizing,≥730 ℃,Tempering |
| 16 | 11Cr9Mo1W1VNbBN | 1 040 ℃~1 080 ℃,Normalizing,740 ℃~780 ℃,Tempering |
| 17 | 15Cr18Ni9b | Solution treatment: solution temperature ≥1 040 °C. |
| 18 | 10Cr18Ni9NbCu3BNb | Solution treatment: solution temperature ≥ 1 100 °C. |
| 19 | 07Cr25Ni21NbNcd | Separate solution treatment: solution temperature ≥ 1 100 °C. |
| 20 | 08Cr18Ni11Nbbd | Solution treatment: solution temperature ≥1 040 °C. |
| 21 | 07Cr18Ni11Nbcd | Separate solution treatment: hot rolling (extrusion, expansion) steel tube solid solution temperature ≥ 1 050 °C, cold drawn (rolled) steel tube solid solution temperature ≥ 1100 °C. |
| 22 | 08Cr18Ni10NbFG | Softening heat treatment before cold working: softening heat treatment temperature should be at least 50 °C higher than solution heat treatment temperature; solution treatment after final cold working: solution temperature ≥1 180 °C |
| a. The finishing temperature of the hot-rolled steel pipe is at the critical temperature of the phase transition Ar3 to the upper limit of the temperature specified in the table, and when the steel pipe is air-cooled, the steel pipe is considered to be normalized. b. The finishing temperature of the hot-rolled steel pipe meets the solid solution temperature specified in the table. As an alternative to the solid solution treatment method, the steel pipe can be separately quenched by water or cooled by other fast enough methods. c, the solution treatment should be a separate heat treatment, and the heat treatment in the process is not allowed to replace the separate solution treatment. d. According to the requirements of the purchaser, the steel pipes of the grades 07Cr25Ni21NbN, 08Cr19Ni10Nb and 07Cr18Ni11Nb may be subjected to a stabilization heat treatment lower than the initial solution treatment temperature after the solution treatment, and the temperature of the stabilization heat treatment is negotiated between the supplier and the purchaser. |
||
| Grade | Tensile strength (Mpa) |
Yield point(Mpa) not less than |
Elongation(%) not less than |
Impact(J) not less than |
|---|---|---|---|---|
| 20G | 410-550 | 245 | 24/22 | 40/27 |
| 25MnG | 485-640 | 275 | 20/18 | 40/27 |
| 15MoG | 450-600 | 270 | 22/20 | 40/27 |
| 20MnG | 415-665 | 220 | 22/20 | 40/27 |
| 12CrMoG | 410-560 | 205 | 21/19 | 40/27 |
| 12Cr2MoG | 450-600 | 280 | 22/20 | 40/27 |
| 12Cr1MoVG | 470-640 | 255 | 21/19 | 40/27 |
| 12Cr2MoWVTiB | 540-735 | 345 | 18 | 40/27 |
| 10Cr9Mo1VNb | ≥585 | 415 | 20 | 40 |
| 1Cr18Ni9 | ≥520 | 206 | 35 | |
| 1Cr19Ni11Nb | ≥520 | 206 | 35 |
GB seamless steel pipes are widely produced in China, available in various sizes, grades and surface finishes to meet specific project requirements.
According to industry statistics, there are more than 240 national standard steel pipe manufacturers and 250 seamless steel pipe production lines in China.
| Grade | C | Si | Mn | Cr | Ni | Mo | P ≤ | S ≤ | Ti | Cu ≤ |
|---|---|---|---|---|---|---|---|---|---|---|
| Q195 | 0.06–0.12 | ≤0.30 | 0.25–0.50 | ≤0.3 | ≤0.3 | – | 0.045 | 0.050 | – | 0.30 |
| Q235 | 0.14–0.22 | ≤0.30 | 0.30–0.65 | ≤0.3 | ≤0.3 | – | 0.045 | 0.050 | – | 0.30 |
| Q345B | ≤0.20 | ≤0.55 | 1.00–1.60 | – | – | – | 0.040 | 0.040 | – | – |
| 10# | 0.07–0.13 | 0.07–0.37 | 0.35–0.65 | ≤0.15 | ≤0.3 | – | 0.035 | 0.035 | – | 0.25 |
| 20# | 0.17–0.23 | 0.07–0.37 | 0.35–0.65 | ≤0.25 | ≤0.3 | – | 0.035 | 0.035 | – | 0.25 |
| 35# | 0.32–0.39 | 0.07–0.37 | 0.50–0.80 | ≤0.25 | ≤0.3 | – | 0.035 | 0.035 | – | 0.25 |
| 45# | 0.42–0.50 | 0.07–0.37 | 0.50–0.80 | ≤0.25 | ≤0.3 | – | 0.035 | 0.035 | – | 0.25 |
| 20Cr | 0.18–0.24 | 0.07–0.37 | 0.50–0.80 | 0.70–1.00 | ≤0.3 | – | 0.035 | 0.035 | – | 0.30 |
| 40Cr | 0.37–0.44 | 0.07–0.37 | 0.50–0.80 | 0.80–1.10 | ≤0.3 | – | 0.035 | 0.035 | – | 0.30 |
| 20CrMo | 0.17–0.24 | 0.07–0.37 | 0.40–0.70 | 0.80–1.10 | ≤0.3 | 0.15–0.25 | 0.035 | 0.035 | – | 0.30 |
| 35CrMo | 0.32–0.40 | 0.07–0.37 | 0.40–0.70 | 0.80–1.10 | ≤0.3 | 0.15–0.25 | 0.035 | 0.035 | – | 0.30 |
| 42CrMo | 0.38–0.45 | 0.07–0.37 | 0.50–0.80 | 0.90–1.20 | 1.00–1.40 | 0.15–0.25 | 0.035 | 0.035 | – | 0.30 |
| 20CrMoTi | 0.17–0.23 | 0.07–0.37 | 0.40–0.70 | 0.45–0.75 | ≤0.3 | – | 0.035 | 0.035 | – | 0.30 |
| 35Mn2 | 0.32–0.39 | 0.07–0.37 | 1.40–1.80 | ≤0.3 | ≤0.3 | – | 0.035 | 0.035 | – | 0.30 |
| 40Mn2 | 0.37–0.44 | 0.07–0.37 | 1.40–1.80 | ≤0.3 | ≤0.3 | – | 0.035 | 0.035 | – | 0.30 |
| 35SiMn | 0.32–0.40 | 1.10–1.40 | 1.10–1.40 | ≤0.3 | ≤0.3 | – | 0.035 | 0.035 | – | 0.30 |
| 15Mn | 0.12–0.16 | 0.07–0.37 | 0.70–1.00 | ≤0.25 | ≤0.3 | – | 0.035 | 0.035 | – | 0.25 |
| 20Mn | 0.17–0.23 | 0.07–0.37 | 0.70–1.00 | ≤0.25 | ≤0.3 | – | 0.035 | 0.035 | – | 0.25 |
| Class | Tolerance |
|---|---|
| D1 | ±1.5%,min ±0.75 mm |
| D2 | ±1.0%,min ±0.50 mm |
| D3 | ±0.75%,min ±0.30 mm |
| D4 | ±0.50%,min ±0.10 mm |

With years of expertise, we provide a wide range of steel tube processing services. From basic sawing and machining to complex bending and upsetting operations, we support you at every stage of your project.
Our capabilities include eccentricity reduction and concentricity improvement through turning and grinding. We specialize in creating complex geometries using rotary swaging and axial forming, and offer property modifications through partial heat treatment to meet your exact requirements.
A range to meet your needs

High-quality steel solutions for diverse mechanical engineering applications – reliable, precise, and built for performance.

Premium steel products for demanding construction projects – from bridges to offshore structures, built to last.

Versatile components for the automotive industry – precision, quality, and processing expertise for every application.

Robust tubes for plant engineering and energy systems – designed for extreme conditions and long-term efficiency.

Versatile solutions for modern infrastructure – supporting reliable supply networks and large-scale construction projects.

Versatile solutions for hydraulic systems – durable, pressure-resistant, and engineered for maximum reliability.
| Condition | Typical Application |
|---|---|
| High Temperature | Boilers, superheaters, steam headers |
| Low Temperature | Cryogenic processing systems |
| High Pressure | Power & process piping |
| Corrosive Media | Chemical & petrochemical plants |
| Creep Service | Thermal power stations |
| Product | Specification |
|---|---|
| Seamless Pipes | ASTM A335 P1 / P5 / P9 / P11 / P22 / P91 |
| Butt Weld Fittings | ASTM A234 WP1 / WP5 / WP9 / WP11 / WP22 / WP91 |
| Forged Fittings & Flanges | ASTM A182 F1 / F5 / F9 / F11 / F22 / F91 |
Sunny Steel supplies alloy steel piping systems worldwide, supporting projects that demand certified materials, full traceability and long-term operational reliability.
Chemical composition inspection, mechanical properties test(tensile strength,yield strength, elongation, flaring, flattening, bending, hardness, impact test), surface and dimension test, non-destructive test, hydrostatic test.
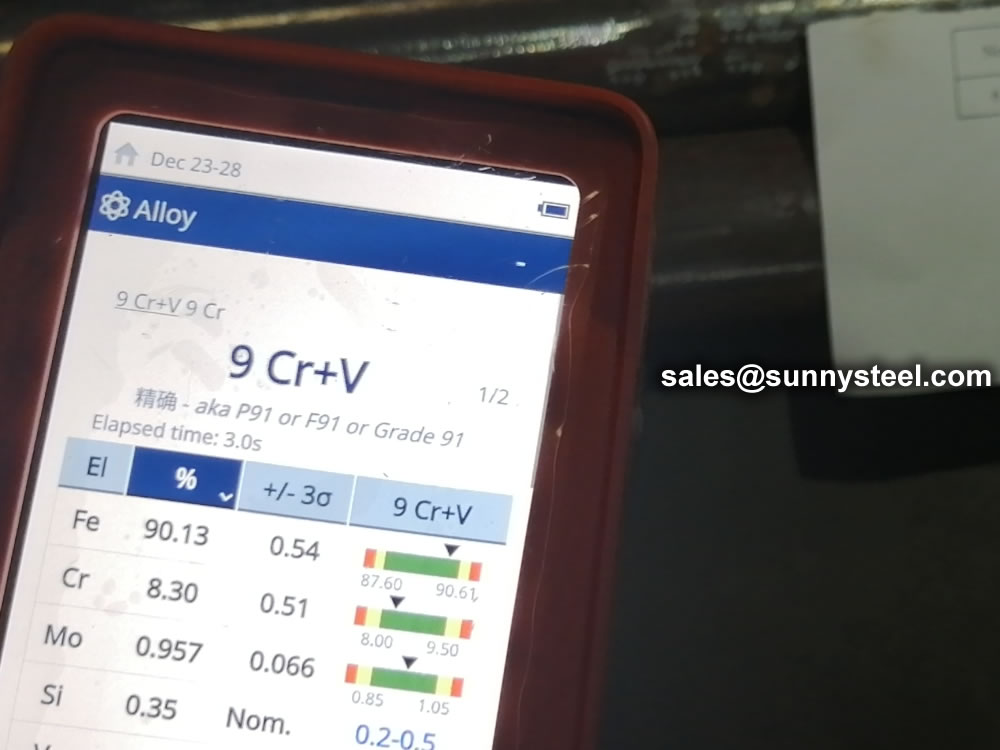
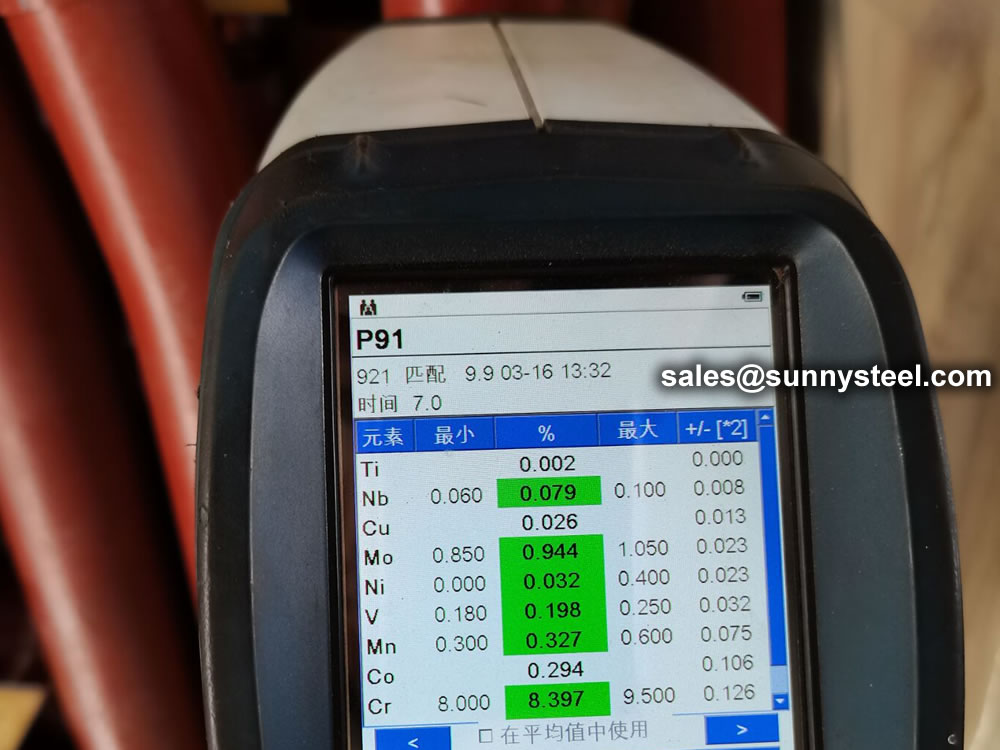
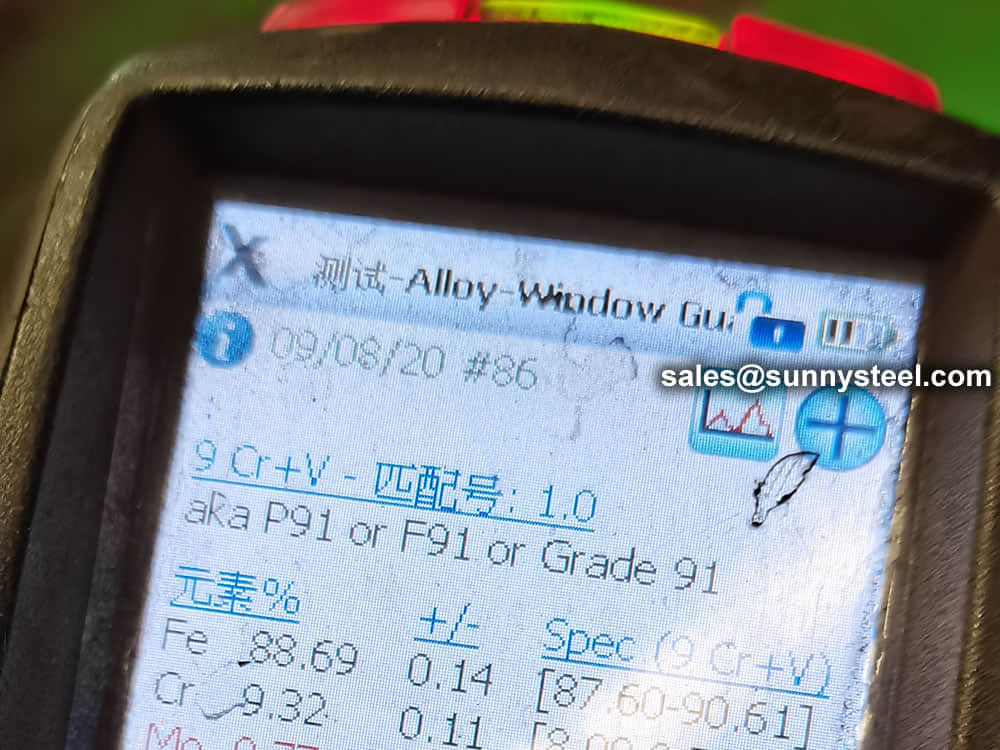
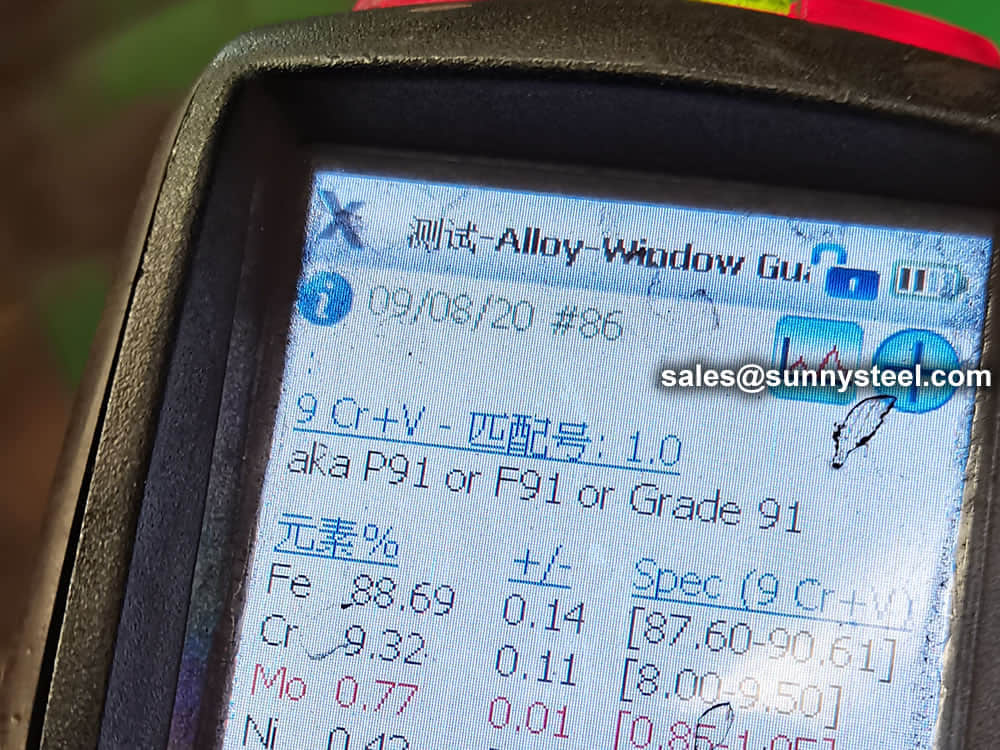
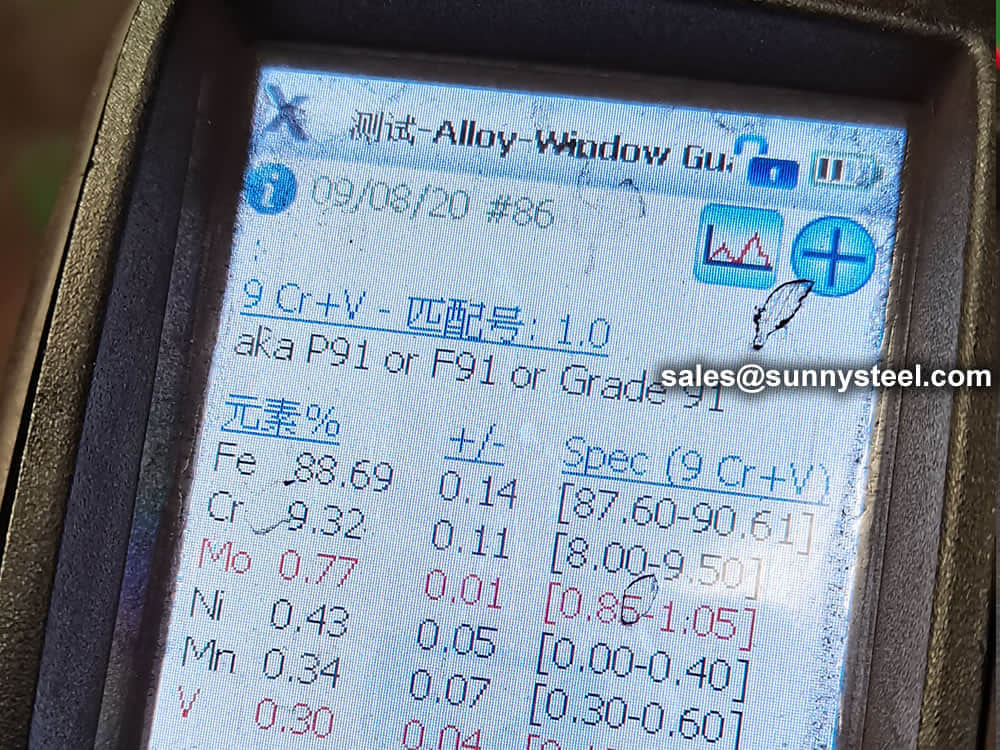
Identification of the chemical composition of the metal used to manufacture the fitting. Uses PMI sensors, including X-ray fluorescence or optical emission spectrometry.














Steel pipe delivery status(condition): cold / hard (BK), cold / soft (BKW), after cold stress relief annealing (BKS), annealing (GBK), normalized (NBK).
| Term | Symbol | Explanation |
|---|---|---|
| Cold-finished/hard (cold-finished as-drawn) | BK | No heat treatment after the last cold-forming process. The tubes therefore have only low deformability. |
| Cold-finished/soft (lightly cold-worked) | BKW | After the last heat treatment there is a light finishing pass (cold drawing). With proper subsequent processing, the tube can be cold-formed (e.g. bent, expanded) within certain limits. |
| Annealed | GBK | After the final cold-forming process the tubes are annealed in a controlled atmosphere or under vacuum. |
| Normalized | NBK | The tubes are annealed above the upper transformation point in a controlled atmosphere or under vacuum. |
The general cold strip mills, volume should go through continuous annealing (CAPL unit) to eliminate cold hardening and rolling stress, or batch annealing reach the mechanical properties of the corresponding standard specifies. Cold rolled steel surface quality, appearance, dimensional accuracy better than hot-rolled plate, and right-rolled thin product thickness is about 0.18mm, so the majority of users favor.
Cold rolled steel coil substrate products deep processing of high value-added products. Such as electro-galvanized, hot dip galvanized, electro-galvanized fingerprint resistant, painted steel roll damping composite steel, PVC laminating steel plates, etc., so that the excellent quality of these products has a beautiful, high resistance to corrosion, has been widely used.
Cold rolled steel coil finishing after annealing, cut the head, tail, trimming, flattening, smooth, heavy volume, or longitudinal clipboard. Cold-rolled products are widely used in automobile manufacturing, household electrical appliances, instruments, switches, buildings, office furniture and other industries. Steel plate strapping package weight of 3 to 5 tons. Flat sub-volume typically 3 to 10 tons / volume. Coil diameter 6m.
Bare packing/bundle packing/crate packing/wooden protection at the both sides of tubes and suitably protected for seaworthy delivery or as requested.





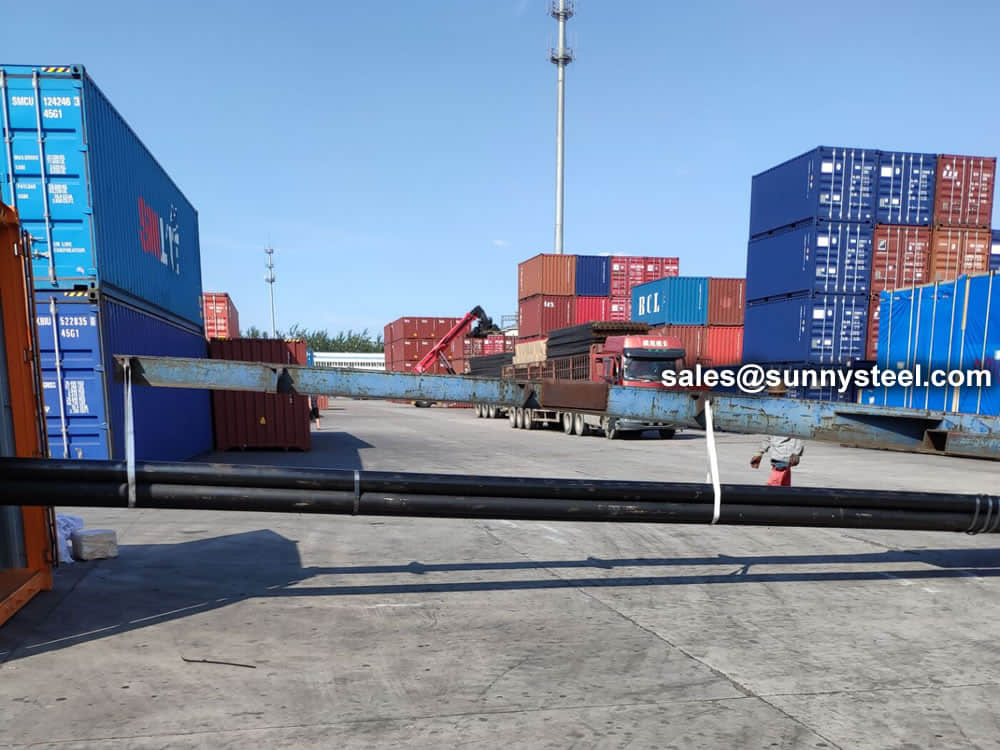





There are probably hundreds of different methods for packing a pipe, and most of them have merit, but there are two principles that are vital for any method to work: prevent rusting and sea transportation security.
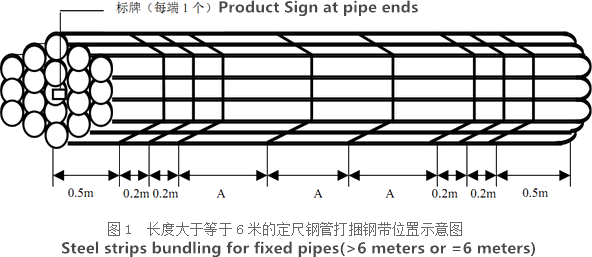
Our packing can meet any needs of the customers.

Commonly used alloying elements and their effects are listed in the table given below.
| Alloying Elements | Effect on the Properties |
|---|---|
| Chromium | Increases Resistance to corrosion and oxidation. Increases hardenability and wear resistance. Increases high temperature strength. |
| Nickel | Increases hardenability. Improves toughness. Increases impact strength at low temperatures. |
| Molybdenum | Increases hardenability, high temperature hardness, and wear resistance. Enhances the effects of other alloying elements. Eliminate temper brittleness in steels. Increases high temperature strength. |
| Manganese | Increases hardenability. Combines with sulfur to reduce its adverse effects. |
| Vanadium | Increases hardenability, high temperature hardness, and wear resistance. Improves fatigue resistance. |
| Titanium | Strongest carbide former. Added to stainless steel to prevent precipitation of chromium carbide. |
| Silicon | Removes oxygen in steel making. Improves toughness. Increases hardness ability |
| Boron | Increases hardenability. Produces fine grain size. |
| Aluminum | Forms nitride in nitriding steels. Produces fine grain size in casting. Removes oxygen in steel melting. |
| Cobalt | Increases heat and wear resistance. |
| Tungsten | Increases hardness at elevated temperatures. Refines grain size. |


Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.

Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.

When you partner with Sunny Steel, you can stop worrying about meeting deadlines thanks to our responsive and timely service. You'll also say goodbye to unnecessary shopping around. Instead, you'll get white glove service from an expert who understands your needs and can get you the materials you need quickly.