Ship Building Tubes
Ship Building Tubes - seamless steel tube

GB3087-2008 is applicable to the seamless steel tubes that are made of quality carbon structural steels and used for manufacturing various low and medium pressure boilers.
Download PDFGB3087 is a Chinese standard that specifies the technical requirements for seamless steel tubes used in low and medium-pressure boilers and pipelines. It covers various grades of steel, such as 10#, 20#, and 16Mn. GB3087 steel pipes are primarily used in low and medium-pressure boiler systems and pipelines. They are suitable for conveying fluids at relatively low pressures and temperatures.

This standard specifies the dimensions, shape, weight, technical requirements, test methods, inspection rules, packaging, marking and quality specifications of seamless steel tubes for low and medium pressure boilers.
This standard is applicable to the manufacture of high-quality carbon structural steel hot-rolled (extruded, expanded) and cold drawn (rolled) seamless steel tubes for various structural low-pressure and medium-pressure boilers and locomotive boilers.
The provisions contained in the following standards constitute provisions of this standard by reference in this standard. At the time of publication, the editions indicated were valid. All standards will be revised and parties using this standard should explore the possibility of using the latest version of the following standards.
1 Outer diameter and wall thickness
1.1 The outer diameter, wall thickness and theoretical weight of the steel pipe shall comply with the provisions of Table 1 of GB/T 17395-1998.
Steel pipes of different specifications as specified in Table 1 of GB/T 17395-1998 may be supplied through negotiation between the supplier and the buyer.
1.2 The allowable deviation of the outer diameter and wall thickness shall comply with the requirements of Table 1.
When the purchaser requests to supply according to advanced precision, it should be indicated in the contract.
After consultation between the supplier and the buyer, and in the contract, it can produce steel pipes with deviations from those specified in Table 1.



| Type of steel pipe | Outer diameter(mm) | Tolerance | ||
|---|---|---|---|---|
| ordinary | advanced | |||
| Hot rolled tube | OD | ≤159 | ±10%(min±0.50mm) | ±0.75%(min±0.40mm) |
| >159 | ±1.0% | ±0.90% | ||
| WT | ≤20 | +15.0%(min+0.45mm) -12.5% -0.35mm) |
±10%(min±0.30mm) | |
| >20 | ±12.5% | ±10% | ||
| OD≥351 | ±15% | |||
| Cold drawn tube | OD | 10-30 | ±0.40mm | ±0.20mm |
| >30-50 | ±0.45mm | ±0.25mm | ||
| >50 | ±1.0% | ±0.75% | ||
| WT | 1.5-3.0 | +15% -10% |
±10% | |
| >3.0 | +12.5% -10% |
±10% | ||
| Standard | Steel Grade | C | Si | Mn | S | P | Cr |
|---|---|---|---|---|---|---|---|
| GB 3087 | 10 | 0.07-0.13 | 0.17-0.37 | 0.35-0.65 | 0.020 | 0.025 | ≤0.15 |
| 20 | 0.17-0.23 | 0.17-0.37 | 0.35-0.65 | 0.020 | 0.025 | ≤0.25 |
2 length
2.1 Normal length
The usual length of steel pipes is specified as follows:
Hot-rolled (extruded, expanded) steel pipe............................................................4000~12000mm;
Cold drawn (rolled) steel pipe.................................................................. 4000~10500mm.
After consultation between the supplier and the buyer, the steel pipe with a length of not less than 3000mm can be delivered, but the weight must not exceed 5% of the total delivery weight of the batch of steel pipes.
2.2 Length and length of the ruler
The length of the fixed length and the length of the double scale should be within the normal length range, and the full length tolerance is mm.
The length of each double ruler is set as follows:
OD ≤ 159mm..................................................................5~10mm;
Outside diameter>159mm..................................................................10~15mm.
2.3 Range length
The length of the range should be within the usual length range.
The bending of the steel pipe shall not be greater than the following:
Wall thickness ≤ 15mm..................................................................1.5mm/m;
Wall thickness >15mm..................................................................2.0mm/m;
Thermal expansion tube with an outer diameter of ≥ .................... 3.0mm/m.
The end faces of the steel pipe should be perpendicular to the axis of the steel pipe, and the burrs of the cut should be removed.
According to the requirements of the purchaser, the supplier and the buyer shall negotiate and indicate in the contract that the out-of-roundness and wall thickness of the same section of steel shall not exceed 80% of the outer diameter and wall thickness, respectively.
The delivery weight of steel pipes shall comply with the provisions of GB/T 19395. The density of the steel is calculated as 7.85 kg/dm3.
A steel pipe with an outer diameter of 76 mm and a wall thickness of 3.5 mm made of steel No. 10:
a) Hot-rolled steel pipe, the outer diameter and wall thickness are of ordinary grade accuracy, and the length is 3000mm.
10-76×3.5×3000 times—GB 3087—1999
b) Cold drawn (rolled) steel pipe, the outer diameter is advanced precision, the wall thickness is ordinary precision, and the length is 5000mm
Cold 10-76 high × 3.5 × 5000 times - GB 3087-1999
1 Steel grades and chemical composition
Table 2 Chemical composition of steel pipes
Standard issuing unit: National Quality and Technical Supervision Bureau approved 1999-11-01
Implementation date: 2000-08-01 implementation
1.1 The steel pipe is made of steel No. 10 and No. 20, and the chemical composition (melting analysis) shall comply with the provisions of GB/T 699. The steel pipe is inspected according to the olefinic components.
1.2 When the requester requests the analysis of the finished product, it should be indicated in the contract.
The chemical composition allowable deviation of the finished steel pipe shall comply with the provisions of GB/T222.
2 Manufacturing methods
2.1 Method of manufacturing steel
Steel shall be manufactured by electric furnace, oxygen converter or open hearth method. When the manufacturer specifies a certain manufacturing method, it shall be indicated in the contract; the steel directly used for continuous casting billet must be refined outside the furnace.
2.2 Manufacturing method of tube blank
The tube blank can be produced by a hot rolling method, and a continuous casting billet or a steel ingot can also be used. Hot rolled tube blanks shall comply with the provisions of YB/T 5222.
2.3 Manufacturing method of steel pipe
The steel pipe can be manufactured by a hot rolling (extrusion, expansion) or cold drawing (rolling) seamless method. When the purchaser specifies a certain manufacturing method, it should be indicated in the contract.
Steel pipes shall be delivered in hot rolled or heat treated condition. The finishing temperature of the steel pipe delivered in the hot rolled state shall not be less than Ar3.
4.1 Delivery conditions The longitudinal mechanical properties of steel pipes are to comply with the requirements of Table 3.
| Standard | Steel pipe | Wall thickness (mm) |
Tensile strength (MPa) |
Yield Strength (MPa) |
Elongation % |
|---|---|---|---|---|---|
| ≥ | |||||
| GB3087 | 10 | / | 335-475 | 195 | 24 |
| 20 | <15 | 410-550 | 245 | 20 | |
| ≥15 | 225 | ||||
4.2 The high-temperature transient performance of the steel pipe used for medium-pressure boiler superheated steam pipe shall comply with the provisions of Table 4. The purchaser shall indicate the purpose of the steel pipe in the contract.
According to the requirements of the purchaser, the supplier and the buyer shall negotiate and indicate the test temperature in the contract, and the supplier shall provide the actual high-temperature transient performance data of the steel pipe.
| Steel grade | Sample status | Temperature,℃ | |||||
|---|---|---|---|---|---|---|---|
| 200 | 250 | 300 | 350 | 400 | 450 | ||
| 10 | Delivery status | 165 | 145 | 122 | 111 | 109 | 107 |
| 20 | 188 | 170 | 149 | 137 | 134 | 132 | |
5.1 Hydraulic test
The steel pipe should be hydraulically tested one by one.
The supplier can replace the hydraulic test with eddy current testing. Ultrasonic testing or magnetic flux leakage testing can also be used instead of hydraulic testing after consultation between the supplier and the buyer. When using eddy current flaw detection, the grade A hole of GB/T 7735-1994 should be used; when ultrasonic flaw detection, the depth grade of the longitudinal notch groove on the outer surface of the comparison sample tube should meet the requirements of C8 in GB/T5777-1996; The longitudinal notch groove on the outer surface of the comparative sample tube shall comply with the provisions of N12.5 in GB/T 12606-1999, with a minimum depth of 0.5 mm and a maximum depth of 1.5 mm.
5.2 Flattening test
Steel pipes with an outer diameter of more than 22mm to 400mm and a wall thickness of not more than 10mm shall be subjected to a flattening test.
No cracks or cracks shall appear on the specimen after the flattening test.
5.3 crimping test
According to the requirements of the purchaser, the supply and demand sides negotiate and indicate in the contract that the steel pipe made of No. 10 steel can be subjected to the crimping test.
The curling width (measured by the inner wall) shall not be less than 12% of the nominal inner diameter, nor less than 1.5 times the nominal wall thickness, and the curling angle shall be 90°. No cracks or cracks shall occur outside the sample curl after crimping.
5.4 Flaring test
According to the requirements of the purchaser, the supply and demand sides negotiate and indicate in the contract that the steel pipe with a wall thickness of not more than 8 mm can be subjected to a flare test with a top taper of 30°, 45° or 60°. No cracks or cracks shall appear on the specimen after flaring.
The flaring ratio of the outer diameter of the sample after flaring shall comply with the requirements of Table 5.
| Standard | Steel grade | steel pipe outer diameter expansion rate,% | ||
|---|---|---|---|---|
| Inside diameter / outer diameter | ||||
| ≤0.6 | >0.6 - 0.8 | >0.8 | ||
| GB3087 | 10 | 12 | 15 | 19 |
| 20 | 10 | 12 | 17 | |
5.5 Bending test
Steel pipes with an outer diameter of not more than 22 mm shall be subjected to a bending test with a bending angle of 90° and a radius of curvature of six times the outer diameter of the steel pipe. There must be no cracks or cracks in the bend.
According to the requirements of the purchaser, the supply and demand sides negotiate and indicate in the contract that the steel pipe for the locomotive boiler can be bent. The bending angle and the radius of the core are negotiated by both the supplier and the buyer.
6 Low-power test
For steel pipes directly manufactured by continuous casting billet or steel ingot, the supplier shall ensure that there are no white spots, inclusions, slag inclusions, skin turning, delamination and subcutaneous air bubbles on the cross-section acid-leaching low-strength test piece of the steel pipe or the blank.
7 Surface quality
The inner and outer surfaces of the steel pipe are not allowed to have cracks, folds, creases, crusting or separation, and these defects should be completely removed. The clearance depth shall not exceed the negative deviation of the nominal wall thickness, and the actual wall thickness at the cleaning site shall not be less than the minimum allowed by the wall.
Straight road allowed depth:
Cold drawn (rolled) steel pipe: not more than 4% of the wall thickness, the maximum depth is 0.3mm;
Hot-rolled (extruded, expanded) steel pipe: not more than 5% of the wall thickness, the maximum depth is 0.5mm.
Other defects where the depth does not exceed the wall thickness negative deviation and the remaining wall thickness is not less than the minimum allowed by the wall thickness are allowed to exist.
4.8 Non-destructive testing
According to the requirements of the purchaser, after consultation between the supplier and the buyer, and in the contract, the steel pipe can be ultrasonically tested one by one. The depth of the longitudinal notch groove on the outer surface of the sample pipe should meet the requirements of C8 in GB/T 5777-1996.
1 The size of the steel pipe shall be measured one by one using gauges that meet the accuracy requirements.
2 The inner and outer surfaces of steel pipes shall be visually inspected one by one.
3 Other inspection items for steel pipes shall comply with the requirements of Table 6.
| Number | Test items | Experiment method | Number of samples |
|---|---|---|---|
| 1 | Chemical composition | GB/T 222 GB/T 223 |
Take one sample per furnace (tank) |
| 2 | Stretching test | GB/T 228 | Take one sample for each batch on each of the two steel pipes |
| 3 | Hydraulic test | GB/T 241 | Each |
| 4 | Flattening test | GB/T 246 | Take one sample for each batch on each of the two steel pipes |
| 5 | Crimping test | GB/T 245 | Take one sample for each batch on each of the two steel pipes |
| 6 | Flaring test | GB/T 242 | Take one sample for each batch on each of the two steel pipes |
| 7 | Bending test | GB/T 244 | Take one sample for each batch on each of the two steel pipes |
| 8 | Low magnification test | GB/T 226 | Take one sample for each batch on each of the two steel pipes |
| 9 | Ultrasonic flaw detection | GB/T 5777 | Each |
| 10 | Eddy current testing | GB/T 7735 | Each |
| 11 | Magnetic flux leakage test | GB/T 12606 | Each |
1 Inspection and acceptance
The inspection and acceptance of steel pipes shall comply with the provisions of GB/T 2102.
2 Batch rule
The steel pipes are inspected and accepted in batches. Each batch shall consist of steel pipes of the same grade, the same furnace (tank) number, the same specification and the same heat treatment system (heating).
All pipe sections taken from double-length long seamless steel pipes shall be considered as one.
The number of roots of each batch of steel pipes does not exceed the following:
The outer diameter is not more than 76mm, and the wall thickness is not more than 3mm......................................................400 PCS;
Outer diameter is greater than 351mm....................................................................................50 PCS;
Other sizes of steel pipes..........................................................................................200 PCS.
When the number of remaining steel pipes is not less than 50% as specified above, it shall be listed as a batch; if it is less than 50% of the above, it may be incorporated into the same grade, the same furnace (can) number, the same specification and the same heat treatment system (furnace) Next) in the adjacent batch.
3 Number of samples
The sampling quantity of each inspection item of each batch of steel pipe shall be as specified in Table 6.
4 Re-inspection and decision rules
The re-inspection and determination rules of steel pipes shall comply with the provisions of GB/T 2102.
The packaging, marking and quality specifications of steel pipes shall comply with the provisions of GB/T 2102.
Flattening Test
Steel Tubes With An Outer Diameter Greater Than 22 Mm And Up To 400 Mm, And Wall Thickness Greater Than 10 Mm Should Undergo The Flattening Test. After The Samples Are Flattened
Bending Test
Steel Tubes With An Outer Diameter Not Greater Than 22 Mm Should Undergo The Bending Test. The Bending Angle Is 90o . The Bending Radius Is 6 Times The Outer Diameter Of The Steel Tube.After Bending The Sample, No Fissures Or Cracks Are Permitted To Appear On The Sample.
Macroscopic Examination
For Steel Tubes Directly Made By Continuously Cast Billets Or Steel Ingots, The Supplying Party Should Guarantee That There Are No White Spots, Impurities, Sub-Surface Air Bubbles, Skull Patches Or Layering On The Cross-Sectional Acid Pickled Macroscopic Tissue Of The Billet Or Steel Tube.
Non-Destructive Inspection
According To The Demanding Party’s Request, Which Is Then Negotiated Between The Supplying And Demanding Parties And Indicated In The Agreement, Ultrasonic Flaw Detection May Be Individually Performed For Steel Tubes. The Longitudinal Manual Defect Of The Reference Sample Tube Should Meet The Requirements For Post-Inspection Acceptance Grade C8 Specified In GB/T 5777-1996.
GB seamless steel pipes are widely produced in China, available in various sizes, grades and surface finishes to meet specific project requirements.
According to industry statistics, there are more than 240 national standard steel pipe manufacturers and 250 seamless steel pipe production lines in China.
| Grade | C | Si | Mn | Cr | Ni | Mo | P ≤ | S ≤ | Ti | Cu ≤ |
|---|---|---|---|---|---|---|---|---|---|---|
| Q195 | 0.06–0.12 | ≤0.30 | 0.25–0.50 | ≤0.3 | ≤0.3 | – | 0.045 | 0.050 | – | 0.30 |
| Q235 | 0.14–0.22 | ≤0.30 | 0.30–0.65 | ≤0.3 | ≤0.3 | – | 0.045 | 0.050 | – | 0.30 |
| Q345B | ≤0.20 | ≤0.55 | 1.00–1.60 | – | – | – | 0.040 | 0.040 | – | – |
| 10# | 0.07–0.13 | 0.07–0.37 | 0.35–0.65 | ≤0.15 | ≤0.3 | – | 0.035 | 0.035 | – | 0.25 |
| 20# | 0.17–0.23 | 0.07–0.37 | 0.35–0.65 | ≤0.25 | ≤0.3 | – | 0.035 | 0.035 | – | 0.25 |
| 35# | 0.32–0.39 | 0.07–0.37 | 0.50–0.80 | ≤0.25 | ≤0.3 | – | 0.035 | 0.035 | – | 0.25 |
| 45# | 0.42–0.50 | 0.07–0.37 | 0.50–0.80 | ≤0.25 | ≤0.3 | – | 0.035 | 0.035 | – | 0.25 |
| 20Cr | 0.18–0.24 | 0.07–0.37 | 0.50–0.80 | 0.70–1.00 | ≤0.3 | – | 0.035 | 0.035 | – | 0.30 |
| 40Cr | 0.37–0.44 | 0.07–0.37 | 0.50–0.80 | 0.80–1.10 | ≤0.3 | – | 0.035 | 0.035 | – | 0.30 |
| 20CrMo | 0.17–0.24 | 0.07–0.37 | 0.40–0.70 | 0.80–1.10 | ≤0.3 | 0.15–0.25 | 0.035 | 0.035 | – | 0.30 |
| 35CrMo | 0.32–0.40 | 0.07–0.37 | 0.40–0.70 | 0.80–1.10 | ≤0.3 | 0.15–0.25 | 0.035 | 0.035 | – | 0.30 |
| 42CrMo | 0.38–0.45 | 0.07–0.37 | 0.50–0.80 | 0.90–1.20 | 1.00–1.40 | 0.15–0.25 | 0.035 | 0.035 | – | 0.30 |
| 20CrMoTi | 0.17–0.23 | 0.07–0.37 | 0.40–0.70 | 0.45–0.75 | ≤0.3 | – | 0.035 | 0.035 | – | 0.30 |
| 35Mn2 | 0.32–0.39 | 0.07–0.37 | 1.40–1.80 | ≤0.3 | ≤0.3 | – | 0.035 | 0.035 | – | 0.30 |
| 40Mn2 | 0.37–0.44 | 0.07–0.37 | 1.40–1.80 | ≤0.3 | ≤0.3 | – | 0.035 | 0.035 | – | 0.30 |
| 35SiMn | 0.32–0.40 | 1.10–1.40 | 1.10–1.40 | ≤0.3 | ≤0.3 | – | 0.035 | 0.035 | – | 0.30 |
| 15Mn | 0.12–0.16 | 0.07–0.37 | 0.70–1.00 | ≤0.25 | ≤0.3 | – | 0.035 | 0.035 | – | 0.25 |
| 20Mn | 0.17–0.23 | 0.07–0.37 | 0.70–1.00 | ≤0.25 | ≤0.3 | – | 0.035 | 0.035 | – | 0.25 |
| Class | Tolerance |
|---|---|
| D1 | ±1.5%,min ±0.75 mm |
| D2 | ±1.0%,min ±0.50 mm |
| D3 | ±0.75%,min ±0.30 mm |
| D4 | ±0.50%,min ±0.10 mm |

With years of expertise, we provide a wide range of steel tube processing services. From basic sawing and machining to complex bending and upsetting operations, we support you at every stage of your project.
Our capabilities include eccentricity reduction and concentricity improvement through turning and grinding. We specialize in creating complex geometries using rotary swaging and axial forming, and offer property modifications through partial heat treatment to meet your exact requirements.
Seamless steel pipe is regularly used in the transportation of fluids such as water, natural gas, waste and air. It is also regularly required in many high-pressure, high-corrosive environments such as in the oil & gas, power generation and pharmaceutical industries. Some common uses of seamless pipes include:
Chemical composition inspection, mechanical properties test(tensile strength,yield strength, elongation, flaring, flattening, bending, hardness, impact test), surface and dimension test, non-destructive test, hydrostatic test.
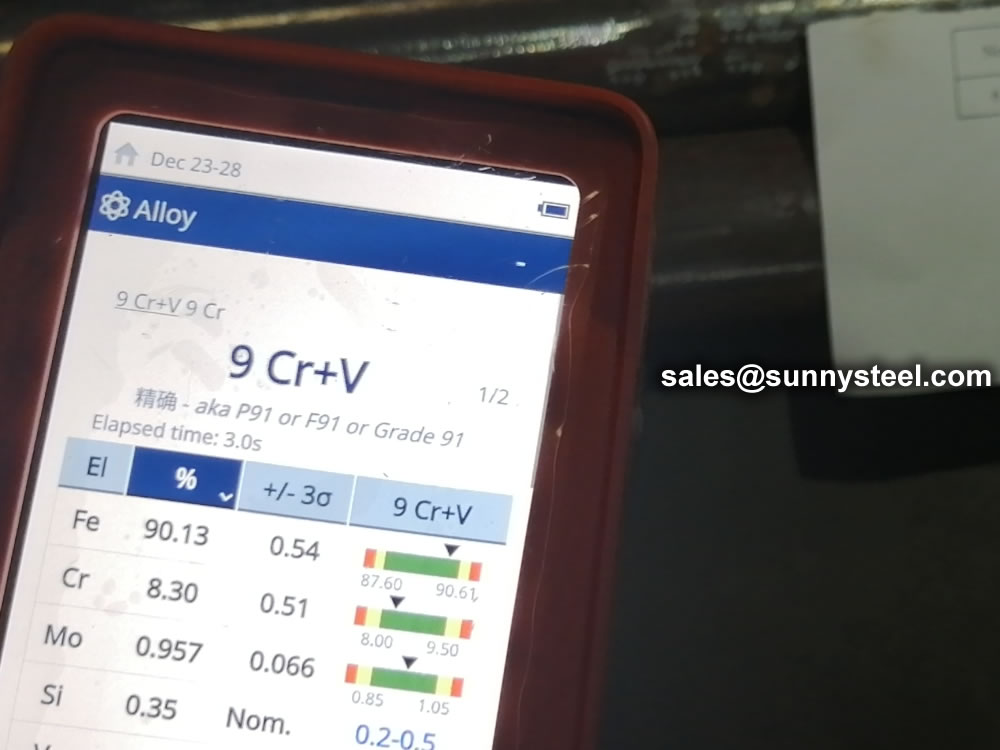
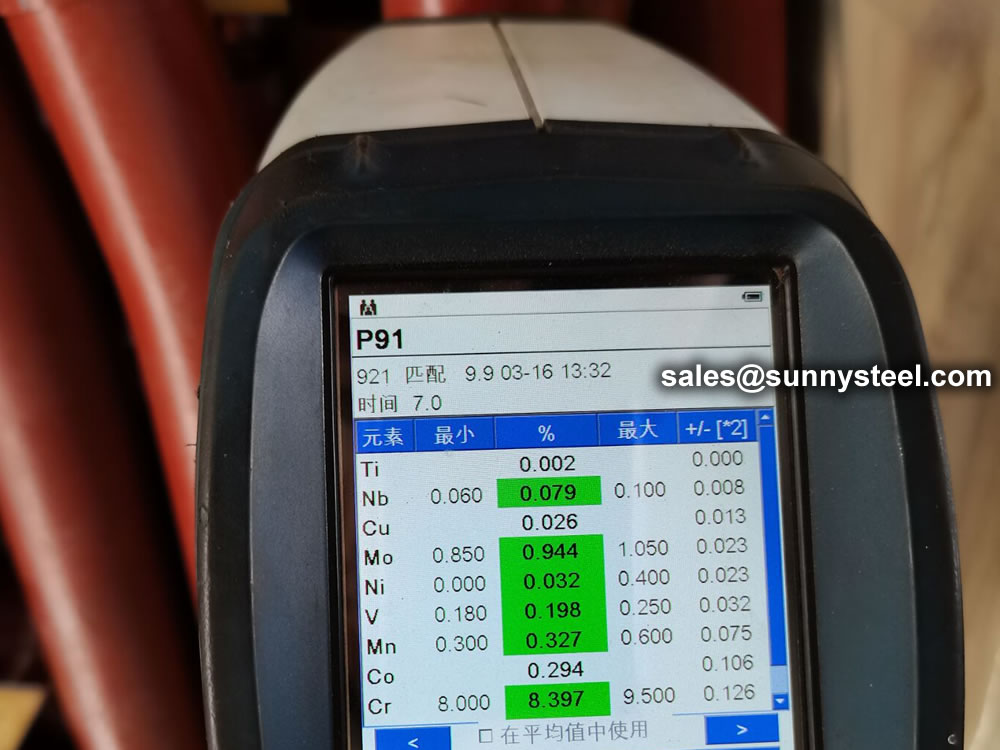
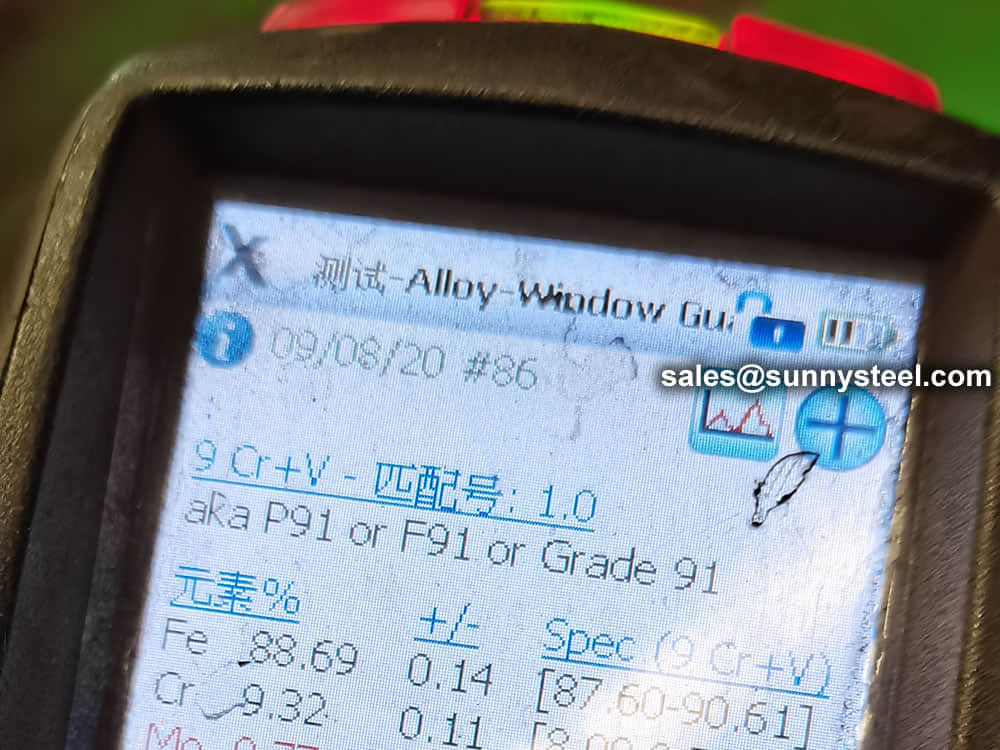
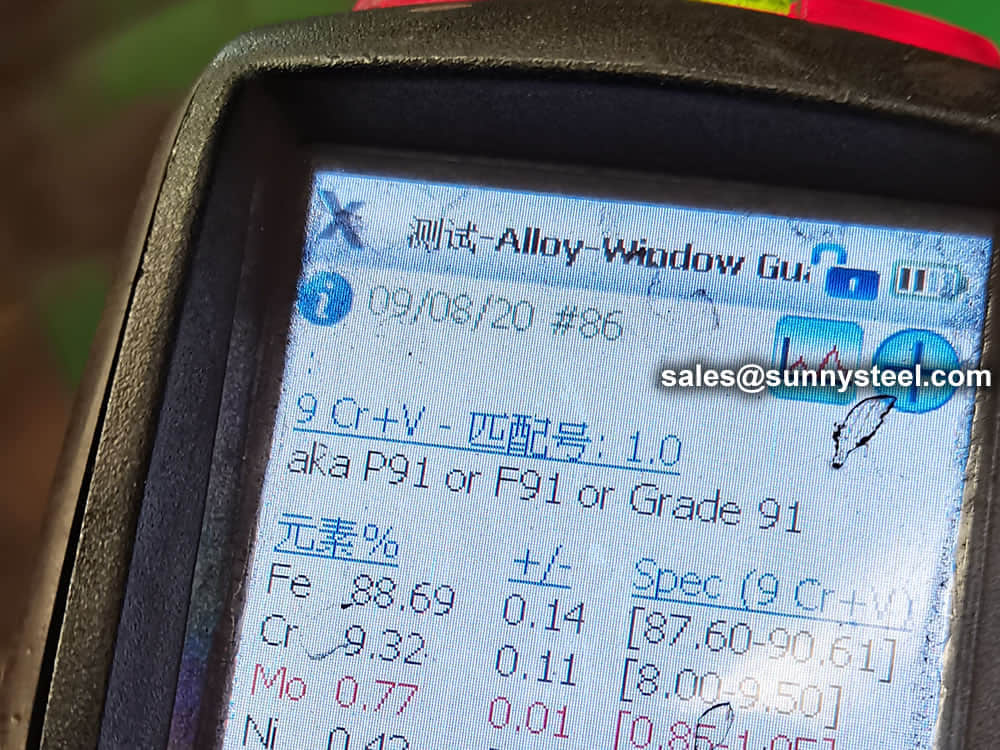
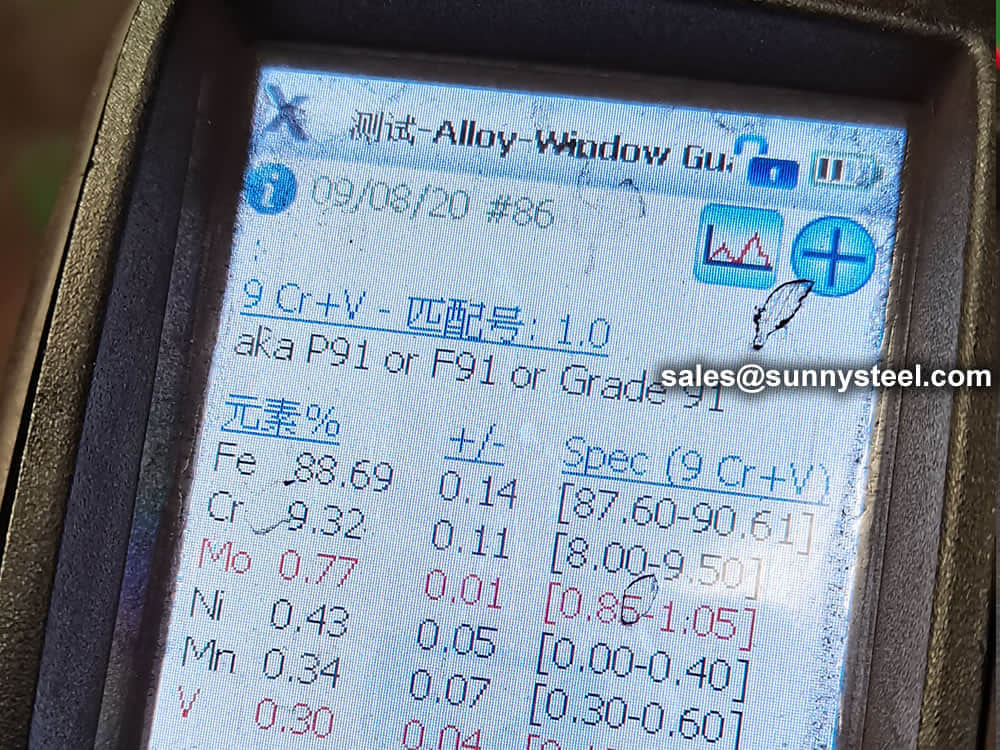
Identification of the chemical composition of the metal used to manufacture the fitting. Uses PMI sensors, including X-ray fluorescence or optical emission spectrometry.














Steel pipe delivery status(condition): cold / hard (BK), cold / soft (BKW), after cold stress relief annealing (BKS), annealing (GBK), normalized (NBK).
| Term | Symbol | Explanation |
|---|---|---|
| Cold-finished/hard (cold-finished as-drawn) | BK | No heat treatment after the last cold-forming process. The tubes therefore have only low deformability. |
| Cold-finished/soft (lightly cold-worked) | BKW | After the last heat treatment there is a light finishing pass (cold drawing). With proper subsequent processing, the tube can be cold-formed (e.g. bent, expanded) within certain limits. |
| Annealed | GBK | After the final cold-forming process the tubes are annealed in a controlled atmosphere or under vacuum. |
| Normalized | NBK | The tubes are annealed above the upper transformation point in a controlled atmosphere or under vacuum. |
The general cold strip mills, volume should go through continuous annealing (CAPL unit) to eliminate cold hardening and rolling stress, or batch annealing reach the mechanical properties of the corresponding standard specifies. Cold rolled steel surface quality, appearance, dimensional accuracy better than hot-rolled plate, and right-rolled thin product thickness is about 0.18mm, so the majority of users favor.
Cold rolled steel coil substrate products deep processing of high value-added products. Such as electro-galvanized, hot dip galvanized, electro-galvanized fingerprint resistant, painted steel roll damping composite steel, PVC laminating steel plates, etc., so that the excellent quality of these products has a beautiful, high resistance to corrosion, has been widely used.
Cold rolled steel coil finishing after annealing, cut the head, tail, trimming, flattening, smooth, heavy volume, or longitudinal clipboard. Cold-rolled products are widely used in automobile manufacturing, household electrical appliances, instruments, switches, buildings, office furniture and other industries. Steel plate strapping package weight of 3 to 5 tons. Flat sub-volume typically 3 to 10 tons / volume. Coil diameter 6m.
Bare packing/bundle packing/crate packing/wooden protection at the both sides of tubes and suitably protected for seaworthy delivery or as requested.










There are probably hundreds of different methods for packing a pipe, and most of them have merit, but there are two principles that are vital for any method to work: prevent rusting and sea transportation security.
Our packing can meet any needs of the customers.

Commonly used alloying elements and their effects are listed in the table given below.
| Alloying Elements | Effect on the Properties |
|---|---|
| Chromium | Increases Resistance to corrosion and oxidation. Increases hardenability and wear resistance. Increases high temperature strength. |
| Nickel | Increases hardenability. Improves toughness. Increases impact strength at low temperatures. |
| Molybdenum | Increases hardenability, high temperature hardness, and wear resistance. Enhances the effects of other alloying elements. Eliminate temper brittleness in steels. Increases high temperature strength. |
| Manganese | Increases hardenability. Combines with sulfur to reduce its adverse effects. |
| Vanadium | Increases hardenability, high temperature hardness, and wear resistance. Improves fatigue resistance. |
| Titanium | Strongest carbide former. Added to stainless steel to prevent precipitation of chromium carbide. |
| Silicon | Removes oxygen in steel making. Improves toughness. Increases hardness ability |
| Boron | Increases hardenability. Produces fine grain size. |
| Aluminum | Forms nitride in nitriding steels. Produces fine grain size in casting. Removes oxygen in steel melting. |
| Cobalt | Increases heat and wear resistance. |
| Tungsten | Increases hardness at elevated temperatures. Refines grain size. |


Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.

Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.

When you partner with Sunny Steel, you can stop worrying about meeting deadlines thanks to our responsive and timely service. You'll also say goodbye to unnecessary shopping around. Instead, you'll get white glove service from an expert who understands your needs and can get you the materials you need quickly.