Boiler Tubes Erosion Shields
Boiler Tubes Erosion Shields - seamless steel tube
High Pressure Seamless Carbon Alloy Stainless Steel Pipe for Power Plant Heating Surface
We have a comprehensive range of grades and dimensions in this product segment, which is used in the boiler construction, plant engineering, mechanical engineering and many more.
Boiler Tubes are core seamless heating surface components for water-tube boilers, designed to withstand high temperature, internal pressure and corrosive flue gas erosion. Welded pipes are only limited to low-pressure systems; medium & high-pressure power boilers adopt seamless boiler tubes for stable creep resistance, high-temperature oxidation and anti-corrosion performance. We supply carbon, Cr-Mo alloy and stainless boiler tubes applicable to water wall, superheater, reheater and economizer of all types of utility & industrial boilers.

| Material Type | GB Standard Grades | ASME / DIN Equivalent | Typical Application |
|---|---|---|---|
| Carbon Steel | 20G, 20MnG | SA106B, SA210 A1 | Economizer, low-temperature water wall |
| Cr-Mo Low Alloy | 15MoG,15CrMoG,12Cr1MoVG | T12, T22, 16Mo3 | Medium-temperature superheater |
| High Chromium Heat Resistant Alloy | 12Cr2MoWVTiB, 10Cr9Mo1VNbN | T91, T92, P91 | High-temperature reheater, ultra-supercritical boiler |
| Austenitic Stainless Steel | 1Cr18Ni9Ti | TP304 TP316 TP321 TP347 TP310S | Waste incineration boiler with corrosive flue gas |
GB3087 (Low/Medium Pressure), GB5310 (High Pressure), GB13296 (Stainless Heat Exchange Tube)
ASME SA106 / SA192 / SA209 / SA213 / SA335; DIN17175; JIS G3461 G3462; EN 10216
| Component Name | Working Condition | Recommended Boiler Tube Material |
|---|---|---|
| Water Wall | Furnace radiation heating, medium temperature | 20G, 15CrMoG |
| Economizer | Low-temperature flue preheat feedwater | A210 A1, 20G |
| Superheater | High-temperature saturated steam heating | T22, T91, 12Cr1MoVG |
| Reheater | Ultra-high temperature secondary steam heating | T91, T92, TP321 stainless tube |
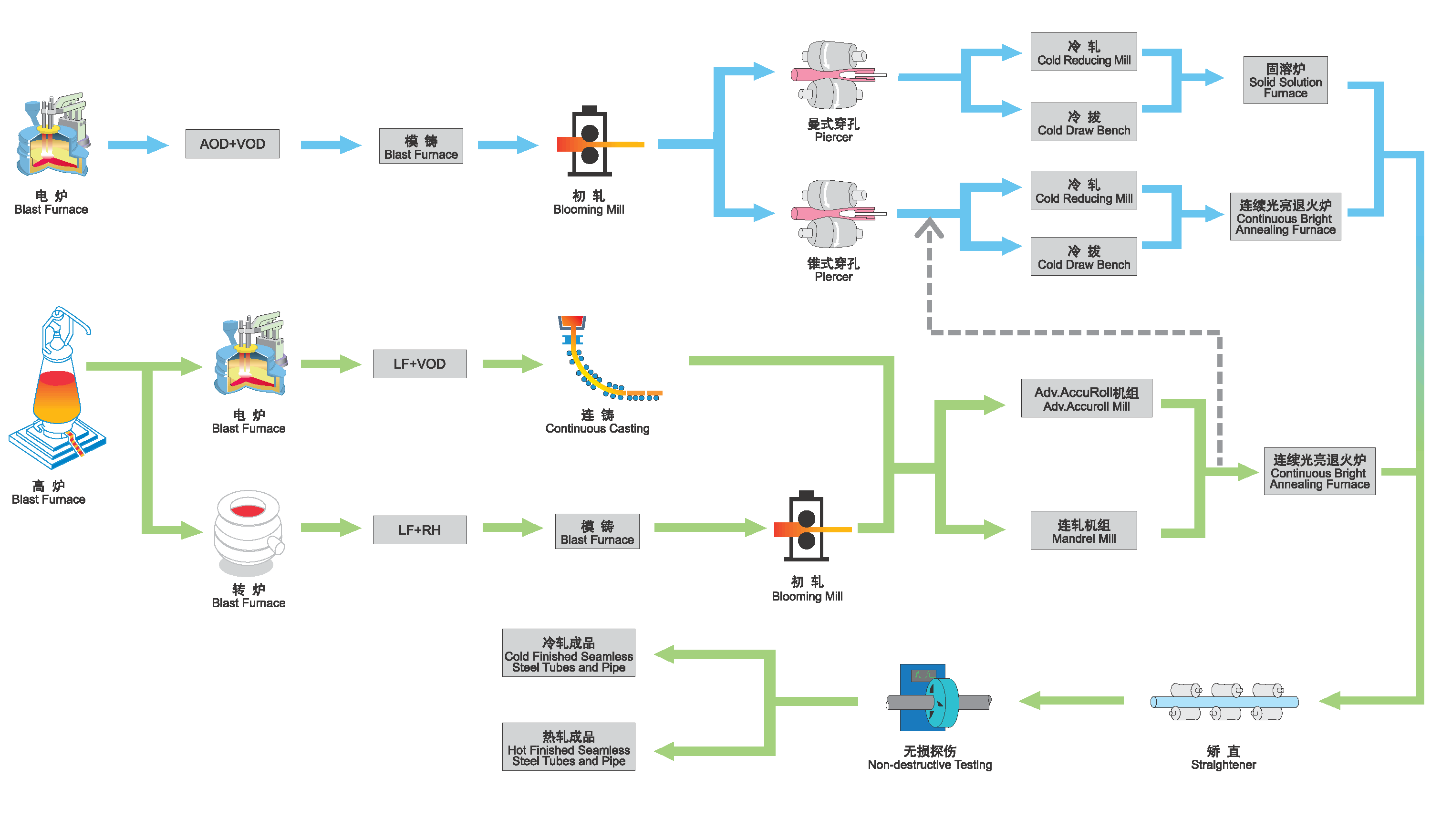
Two forming modes: Hot finished for large thick-wall tubes; cold drawn for small precise-diameter boiler tubes.
We supply complete heating surface spare parts matching boiler tubes:
Thermal power plants, municipal waste incineration power stations, biomass boilers, petrochemical furnaces, industrial steam boilers, chemical high-pressure reaction equipment, fertilizer production pipelines.

| Specifications | Steel Grades |
|---|---|
| ASTM A-210 / ASME SA-210 | Gr. A1; C |
| BS 3059-1 | Gr. 320 |
| BS 3059-2 | Gr. 360; 440; 620; 622; |
| EN 17175 | 16Mo3 |
| EN 10216/1 | P235TR1; P235TR2; P265TR1; P265TR2 |
| EN 10216/2 | P235GHTC1; P235GHTC2; P265GHTC1; P265GHTC2 |
| ASTM A-209 ASTM A-213 ASME SA-213 |
Gr. T1; T11; T12; T22; T5; T9; T91; T92 |
| ASTM A-335 / ASME SA-335 | Gr. P1; P11; P12; P22; P5; P9; P91; P92 |
Sunny Steel supplies seamless boiler tubes in compliance with GB, ASME, ASTM, EN, DIN and JIS standards.
| Standard System | Specification | Description |
|---|---|---|
| GB Chinese National Standards |
GB 3087 |
Seamless steel tubes for low and medium pressure boilers |
GB 5310 |
Seamless steel tubes for high pressure boilers | |
GB 13296 |
Seamless steel tubes for boilers and heat exchangers | |
GB 6479 |
Seamless steel tubes for high-pressure chemical fertilizer equipment | |
GB 9948 |
Seamless steel tubes for petroleum cracking | |
| ASME American Society of Mechanical Engineers |
ASME SA-106 |
Seamless carbon steel pipe for high-temperature service |
ASME SA-192 |
Seamless carbon steel boiler tubes for high pressure | |
ASME SA-209 |
Seamless carbon-molybdenum alloy-steel boiler tubes | |
ASME SA-210 |
Seamless medium-carbon steel boiler and superheater tubes | |
ASME SA-213 |
Seamless ferritic and austenitic alloy-steel boiler and heat exchanger tubes | |
ASME SA-178 |
Electric-resistance-welded carbon steel boiler and superheater tubes | |
| ASTM American Society for Testing and Materials |
ASTM A213 |
Ferritic and austenitic alloy-steel boiler and heat exchanger tubes |
ASTM A106 |
Seamless carbon steel pipe for high-temperature service | |
ASTM A192 |
Seamless carbon steel boiler tubes for high pressure | |
ASTM A210 |
Seamless medium-carbon steel boiler and superheater tubes | |
ASTM A335 |
Seamless ferritic alloy-steel pipe for high-temperature service | |
| EN European Union Standard |
EN 10216-2 |
Seamless steel tubes for pressure purposes |
| DIN German Industrial Standards |
DIN 17175 |
Seamless tubes of heat-resistant steels |
| JIS Japanese Industrial Standards |
JIS G3461 / G3462 / G3463 |
Carbon steel / Alloy steel / Stainless steel boiler and heat exchanger tubes |
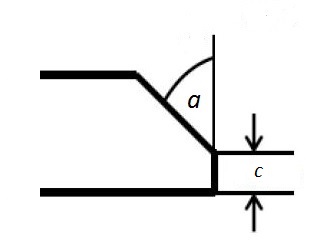
Ends are perpendicular to the longitudinal axis and free from burrs.

| Parameter | Value |
|---|---|
| Tube OD | 26.7 – 114.3 mm |
| Tube WT | 3.2 – 12.5 mm |
| Tube Length | 4 – 13 m |
| Deburring Angle α | 30° +5° / 37° ±2.5° |
| Dimension c | 1.6 ± 0.8 mm |
Deburred or specially prepared ends for welding applications.

All boiler tubes are supplied with comprehensive inspection and testing:
Hot combustion gases pass through tubes submerged in a water-filled shell. Heat is transferred through the tube walls by conduction, generating steam for process or power use. Fire tube boilers are typically used for low- to medium-pressure applications.
Water circulates inside tubes heated externally by combustion gases. Steam separates naturally in the steam drum, with saturated steam drawn from the upper section. Water tube boilers are preferred for high-pressure, high-capacity applications such as utility power plants.
Boiler tubes are pressure-retaining components used to generate steam by heating water.
Two principal designs exist: water-tube boilers and fire-tube boilers. In water-tube boilers, water circulates inside the tubes while hot gases flow externally. In fire-tube boilers, hot gases pass through tubes submerged in water.
| Steel Grade Family | Standard | Typical Application | ||
|---|---|---|---|---|
| GB (China) | ASME (USA) | DIN / EN (Europe) | ||
| Carbon Steel |
10 20 20G 20MnG 25MnG |
SA-106B SA-192 SA-210A1 SA-106C SA-210C |
P195GH P235GH P265GH St35.8 St45.8 |
Economizer tubes Water wall tubes |
| Mo Steel |
15MoG 20MoG |
SA-209 T1 SA-209 T1a SA-209 T1b |
15Mo3 16Mo3 |
Water wall tubes Superheater tubes Reheater tubes |
| Cr-Mo Steel |
12CrMoG 15CrMoG 12Cr2MoG 12Cr1MoVG 10Cr9MoVNb |
SA-213 T11 / T22 / T24 SA-213 T91 A335 P1 / P2 / P5 / P9 / P11 |
13CrMo4-5 10CrMo5-5 10CrMo910 12Cr1MoV 14MoV63 X10CrMoVNb91 |
Superheater tubes Reheater tubes |
| Cr-Mo-W Steel | 12Cr2MoWVTiB |
SA-213 T23 / T91 / T92 / T122 A335 P23 / P91 / P92 / P122 |
— |
Superheater tubes Reheater tubes |
| Austenitic Stainless Steel | — |
TP304 / TP304H TP321 / TP321H TP347 / TP347H TP316 / TP316H S30432 / TP310HCbN |
— |
Superheater tubes Reheater tubes |

Boiler tubes are used in fire-tube boilers, where hot combustion gases pass through tubes surrounded by water in a sealed shell, transferring heat by conduction to generate steam.
Proper surface preparation improves appearance, corrosion resistance and coating life. During rainy seasons, hydrogen pickup in steelmaking may increase surface defects such as hairline cracks, which must be removed before service.
Typical applications include superheater tubes, reheater tubes, economizers, main steam piping and petrochemical furnace tubes.
Hardness testing evaluates mechanical properties related to formability, machinability and service performance.
Mechanical testing is mandatory for all pressure tube materials referenced in ASME and EN standards.
A steam boiler converts thermal energy into steam by heating water. The steam is used for power generation, process heating and space heating.
Continuous helical fins are attached to the base tube by HFW, producing a forged, solid-state bond without filler metal. Both solid and serrated fins are available.
Widely used in boilers, fired heaters and heat recovery units.
Improper heat treatment can leave residual stresses or unstable microstructure, reducing high-temperature performance and affecting the entire heating system.
Finned tubes increase the external surface area available for heat transfer between hot gases and the tube wall.
Heat transfer rate depends on:
Common forming operations include finning, bending (serpentine coils) and end machining. These processes are essential during fabrication and site installation of boiler systems.
Proper heat treatment ensures strength, toughness and long-term reliability under cyclic high-temperature service.
Steel pipe delivery status(condition): cold / hard (BK), cold / soft (BKW), after cold stress relief annealing (BKS), annealing (GBK), normalized (NBK).
| Term | Symbol | Explanation |
|---|---|---|
| Cold-finished/hard (cold-finished as-drawn) | BK | No heat treatment after the last cold-forming process. The tubes therefore have only low deformability. |
| Cold-finished/soft (lightly cold-worked) | BKW | After the last heat treatment there is a light finishing pass (cold drawing). With proper subsequent processing, the tube can be cold-formed (e.g. bent, expanded) within certain limits. |
| Annealed | GBK | After the final cold-forming process the tubes are annealed in a controlled atmosphere or under vacuum. |
| Normalized | NBK | The tubes are annealed above the upper transformation point in a controlled atmosphere or under vacuum. |
The general cold strip mills, volume should go through continuous annealing (CAPL unit) to eliminate cold hardening and rolling stress, or batch annealing reach the mechanical properties of the corresponding standard specifies. Cold rolled steel surface quality, appearance, dimensional accuracy better than hot-rolled plate, and right-rolled thin product thickness is about 0.18mm, so the majority of users favor.
Cold rolled steel coil substrate products deep processing of high value-added products. Such as electro-galvanized, hot dip galvanized, electro-galvanized fingerprint resistant, painted steel roll damping composite steel, PVC laminating steel plates, etc., so that the excellent quality of these products has a beautiful, high resistance to corrosion, has been widely used.
Cold rolled steel coil finishing after annealing, cut the head, tail, trimming, flattening, smooth, heavy volume, or longitudinal clipboard. Cold-rolled products are widely used in automobile manufacturing, household electrical appliances, instruments, switches, buildings, office furniture and other industries. Steel plate strapping package weight of 3 to 5 tons. Flat sub-volume typically 3 to 10 tons / volume. Coil diameter 6m.
Bare packing/bundle packing/crate packing/wooden protection at the both sides of tubes and suitably protected for seaworthy delivery or as requested.










There are probably hundreds of different methods for packing a pipe, and most of them have merit, but there are two principles that are vital for any method to work: prevent rusting and sea transportation security.
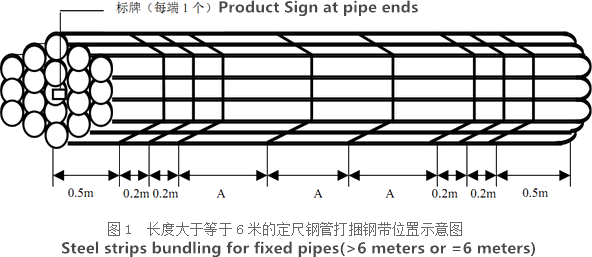
Our packing can meet any needs of the customers.


Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.

Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.

When you partner with Sunny Steel, you can stop worrying about meeting deadlines thanks to our responsive and timely service. You'll also say goodbye to unnecessary shopping around. Instead, you'll get white glove service from an expert who understands your needs and can get you the materials you need quickly.