ASTM A334 Gr.6
ASTM A334 Gr.6 - seamless steel tube
ASTM Standard Carbon Alloy Stainless Seamless Steel Pipe Manufacturer
Factory supply full series ASTM seamless steel pipe complying with A53, A106, A213, A333, A335 etc. standards, various steel grades, complete custom deep processing and export certification available.
ASTM standards such as A53, A106, A312, A789 and A847 define global benchmarks for steel pipe dimensions, materials and testing. Our China-based mills produce ASTM-spec tubular products with low residuals, excellent toughness and precise dimensional control—backed by local technical support for critical applications.

Steel Grade & Mechanical Properties Customization
We offer full customization for both seamless steel tubes and rebar couplers, including steel grade, dimensions, mechanical properties, and surface quality. Available steel grades comply with international standards such as ASTM A519, ASTM A106, ASTM A500, ASME SA500, DIN2391, DIN1629, EN10305-1, DIN17121, EN10297-1, JIS G3441, JIS G3444, and JIS G3445.
ASTM seamless pipe refers to weld-free seamless steel pipe manufactured strictly under standards issued by the American Society for Testing and Materials (ASTM). Every production link including raw material composition, dimensional tolerance, mechanical performance and finished inspection is executed following unified ASTM specifications. It has universal recognition for global industrial, energy and chemical engineering projects, and can adapt to harsh working conditions such as high temperature, high pressure, strong corrosion and ultra-low temperature.
We supply a full spectrum of ASTM seamless pipe grades including carbon steel, heat-resistant alloy steel and austenitic stainless steel, covering boiler, fluid transmission, heat exchange, cryogenic and mechanical structural application scenarios.
| ASTM Standard Code | Main Material Category | Typical Application |
|---|---|---|
| A53 / A53M | Carbon Steel Pipe | General fluid, low-pressure pipeline |
| A106 | Carbon High Temp Pipe Gr.A/B/C | Medium & high temperature boiler, process piping |
| A179 / A192 | Low Carbon Heat Exchanger Tube | Condenser, cooling & heat exchange equipment |
| A199 / A209 / A210 | Low Alloy Heat Exchange Tube | Power plant economizer, heating coil |
| A213 | Alloy & Stainless Boiler Tube T-series | Superheater, reheater, ultra-high temp boiler heating surface |
| A312 | Stainless Steel Seamless Pipe | Corrosive chemical medium pipeline |
| A333 / A334 | Low Temperature Cryogenic Pipe | Liquid gas, deep cold storage transmission line |
| A519 | Alloy Mechanical Structural Tubing | Auto parts, hydraulic honing tube, machinery shaft sleeve |
| A556 | Feedwater Heater Tube | Power station water heating heat exchanger |
| A789 / A847 | Duplex & Corrosion Resistant Alloy Pipe | Seawater, acid & alkali waste medium pipeline |
The table below shows theoretical weight per meter (kg/m) for ASTM seamless pipe, sorted by DN/NPS nominal size, outer diameter (OD mm) and Schedule wall thickness series (Sch10 ~ XXS).
| Nominal Size | Weight (kg/m) | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| DN | NPS | OD (mm) | Sch 10 | Sch 20 | Sch 30 | STD | Sch 40 | Sch 60 | XS | Sch 80 | Sch 100 | Sch 120 | Sch 140 | Sch 160 | XXS | ||
| 6 | 1/8 | 10.3 | 0.28 | 0.32 | 0.37 | 0.37 | 0.47 | 0.47 | |||||||||
| 8 | 1/4 | 13.7 | 0.49 | 0.54 | 0.63 | 0.63 | 0.80 | 0.80 | |||||||||
| 10 | 3/8 | 17.1 | 0.83 | 0.70 | 0.84 | 0.84 | 1.10 | 1.10 | |||||||||
| 15 | 1/2 | 21.3 | 1.00 | 1.12 | 1.27 | 1.27 | 1.62 | 1.62 | 1.95 | 2.55 | |||||||
| 20 | 3/4 | 26.7 | 1.28 | 1.44 | 1.69 | 1.69 | 2.20 | 2.20 | 1.90 | 3.64 | |||||||
| 25 | 1 | 33.4 | 2.09 | 2.18 | 2.50 | 2.50 | 3.24 | 3.24 | 4.24 | 5.45 | |||||||
| 32 | 1 1/4 | 42.2 | 2.70 | 2.87 | 3.39 | 3.39 | 4.47 | 4.47 | 5.16 | 7.77 | |||||||
| 40 | 1 1/2 | 48.3 | 3.11 | 3.53 | 4.05 | 4.05 | 5.41 | 5.41 | 7.25 | 9.58 | |||||||
| 50 | 2 | 60.3 | 3.03 | 4.48 | 5.44 | 5.44 | 7.48 | 7.48 | 11.11 | 13.44 | |||||||
| 65 | 2 1/2 | 73.0 | 5.26 | 8.04 | 8.63 | 8.63 | 11.41 | 11.41 | 14.92 | 20.39 | |||||||
| 80 | 3 | 88.9 | 6.45 | 9.92 | 11.29 | 11.29 | 15.72 | 15.72 | 21.35 | 27.68 | |||||||
| 90 | 3 1/2 | 101.6 | 7.40 | 11.41 | 13.57 | 13.57 | 18.63 | 18.63 | |||||||||
| 100 | 4 | 114.3 | 8.38 | 12.91 | 18.07 | 16.07 | 22.32 | 22.32 | 28.32 | 33.54 | 41.03 | ||||||
| 125 | 5 | 141.3 | 11.57 | 21.77 | 21.77 | 30.97 | 30.87 | 40.28 | 40.11 | 57.43 | |||||||
| 150 | 6 | 168.3 | 13.48 | 28.26 | 28.26 | 42.58 | 42.56 | 54.20 | 67.58 | 79.22 | |||||||
| 200 | 8 | 219.1 | 19.98 | 33.31 | 36.81 | 42.55 | 42.55 | 53.08 | 84.64 | 84.64 | 75.92 | 90.44 | 100.90 | 113.00 | 107.90 | ||
| 250 | 10 | 273.0 | 27.78 | 41.77 | 51.03 | 60.31 | 60.31 | 81.55 | 81.55 | 96.01 | 114.00 | 133.10 | 155.20 | 172.30 | 155.20 | ||
| 300 | 12 | 323.9 | 36.00 | 49.72 | 85.20 | 73.88 | 79.73 | 109.00 | 97.48 | 132.10 | 159.90 | 187.00 | 208.10 | 238.00 | 187.00 | ||
| 350 | 14 | 355.6 | 54.69 | 67.90 | 81.33 | 81.33 | 94.55 | 126.70 | 107.40 | 158.10 | 195.00 | 224.70 | 253.60 | 281.70 | |||
| 400 | 16 | 406.4 | 62.64 | 77.83 | 93.27 | 93.27 | 123.30 | 160.10 | 123.30 | 209.50 | 245.60 | 245.60 | 306.70 | 333.20 | 365.40 | ||
| 450 | 18 | 457.0 | 70.57 | 37.71 | 122.40 | 105.20 | 155.80 | 205.70 | 139.20 | 254.60 | 409.80 | 363.80 | 408.30 | 508.10 | 459.40 | ||
| 500 | 20 | 508.0 | 78.55 | 117.20 | 155.10 | 117.20 | 183.40 | 247.80 | 155.10 | 311.20 | 381.50 | 441.50 | 508.10 | 564.80 | |||
| 550 | 22 | 559.0 | 86.54 | 129.10 | 171.10 | 129.10 | - | 294.20 | 171.10 | 373.80 | 451.40 | 527.00 | 611.00 | 672.20 | |||
| 600 | 24 | 610.0 | 94.53 | 141.10 | 209.60 | 141.10 | 255.40 | 355.30 | 187.10 | 442.10 | 547.70 | 640.00 | 720.20 | 808.20 | |||
Note: Blank cells indicate this Schedule wall thickness specification is not standard for that nominal pipe size; "-" means non-standard size without theoretical weight data.
| Alloy Element | Core Performance Improvement Effect |
|---|---|
| Chromium (Cr) | Promote high-temperature oxidation resistance and medium corrosion resistance, raise high-temperature tensile strength |
| Nickel (Ni) | Greatly improve low-temperature impact toughness, stabilize austenitic stainless structure |
| Molybdenum (Mo) | Eliminate temper brittleness, enhance high-temperature hardness and sulfur corrosion resistance |
| Manganese (Mn) | Neutralize harmful sulfur impurities, improve hot rolling forming performance |
| Vanadium (V) | Refine grain structure, boost fatigue strength and creep resistance under long-term high temperature |
| Titanium (Ti) | Stabilize stainless steel, prevent intergranular corrosion during welding & heating cycle |
| Silicon / Aluminum | Deoxidize molten steel, reduce internal inclusion defects of seamless pipe |
| Tungsten / Cobalt | Strengthen long-term high-temperature abrasion and creep resistance for ultra-supercritical boiler tubes |
We provide full secondary machining service for all ASTM standard seamless pipe according to customer construction drawings:
Adopt low-impurity refined steel billet as raw material, whole-process monitoring of smelting, hot piercing, sizing rolling and final heat treatment to control residual impurity content inside pipe wall, balance strength and toughness performance.
Complete official MTC material test certificate will be issued for each shipment batch to meet third-party inspection requirements of overseas international projects.

With years of expertise, we provide a wide range of steel tube processing services. From basic sawing and machining to complex bending and upsetting operations, we support you at every stage of your project.
Our capabilities include eccentricity reduction and concentricity improvement through turning and grinding. We specialize in creating complex geometries using rotary swaging and axial forming, and offer property modifications through partial heat treatment to meet your exact requirements.
Seamless steel pipe is regularly used in the transportation of fluids such as water, natural gas, waste and air. It is also regularly required in many high-pressure, high-corrosive environments such as in the oil & gas, power generation and pharmaceutical industries. Some common uses of seamless pipes include:
Commonly used alloying elements and their effects are listed in the table given below.
| Alloying Elements | Effect on the Properties |
|---|---|
| Chromium | Increases Resistance to corrosion and oxidation. Increases hardenability and wear resistance. Increases high temperature strength. |
| Nickel | Increases hardenability. Improves toughness. Increases impact strength at low temperatures. |
| Molybdenum | Increases hardenability, high temperature hardness, and wear resistance. Enhances the effects of other alloying elements. Eliminate temper brittleness in steels. Increases high temperature strength. |
| Manganese | Increases hardenability. Combines with sulfur to reduce its adverse effects. |
| Vanadium | Increases hardenability, high temperature hardness, and wear resistance. Improves fatigue resistance. |
| Titanium | Strongest carbide former. Added to stainless steel to prevent precipitation of chromium carbide. |
| Silicon | Removes oxygen in steel making. Improves toughness. Increases hardness ability |
| Boron | Increases hardenability. Produces fine grain size. |
| Aluminum | Forms nitride in nitriding steels. Produces fine grain size in casting. Removes oxygen in steel melting. |
| Cobalt | Increases heat and wear resistance. |
| Tungsten | Increases hardness at elevated temperatures. Refines grain size. |


Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.

Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

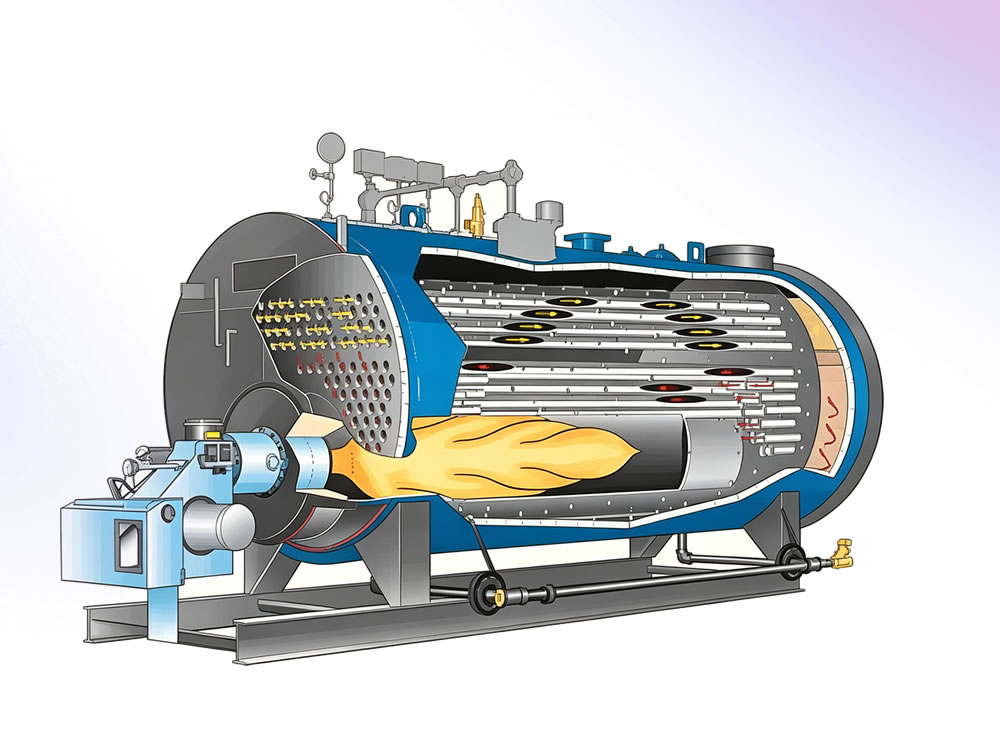
The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.

When you partner with Sunny Steel, you can stop worrying about meeting deadlines thanks to our responsive and timely service. You'll also say goodbye to unnecessary shopping around. Instead, you'll get white glove service from an expert who understands your needs and can get you the materials you need quickly.