UOE Pipe
UOE pipes for reliable and strong construction.

SAW is normally operated in the automatic or mechanized mode, however, semi-automatic (hand-held) SAW guns with pressurized or gravity flux feed delivery are available.
SAW pipes, especially LSAW pipes, are commonly used in the oil and gas industry for transporting flammable and non-flammable fuels. They are also used in chemical and petrochemical industries as carrier lines. SSAW pipes are more affordable and are used in mining projects to transport water and slurry. SAW pipes are also popular in on and offshore piping projects and can be used for plumbing in building constructions.
Submerged arc welding (SAW) is a common arc welding process.
The process is normally limited to the flat or horizontal-fillet welding positions (although horizontal groove position welds have been done with a special arrangement to support the flux).
SAW pipe is made of hot rolled coiled steel by automatic submerged arc weld under normal atmospheric temperature. All the pipes are produced according to API Spec 5L, GB/T9711.1, GB/T9711.2, ASTM A252-89 standard. These pipes mainly used in petroleum and natural gas industry to transport flammable and non-flammable liquid and steel construction.
SAW means submerged arc weld ,it can be classified into LSAW and SSAW
The pipes are supplied according to appropriate standards as well as customer specifications in a large variety of steel grades and dimensions.
Specific requirements on execution, tolerances, lengths, and mechanical & chemical properties are offered on request.
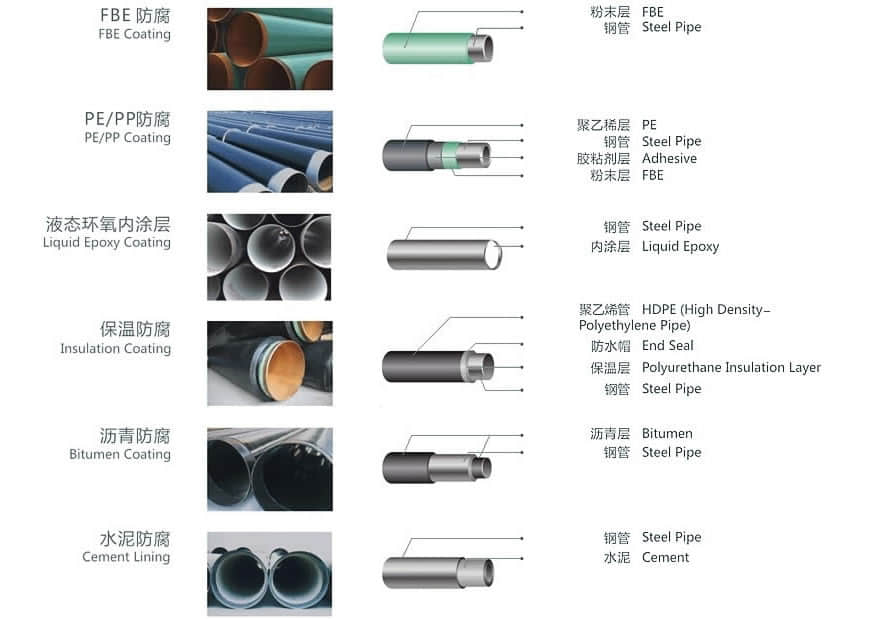
Pipe Coating: HDPE/ 3PE/ 3PP/ Pipe cement mortar lining
In addition to above specification, the pipes can be produced according to customer’s requirements.
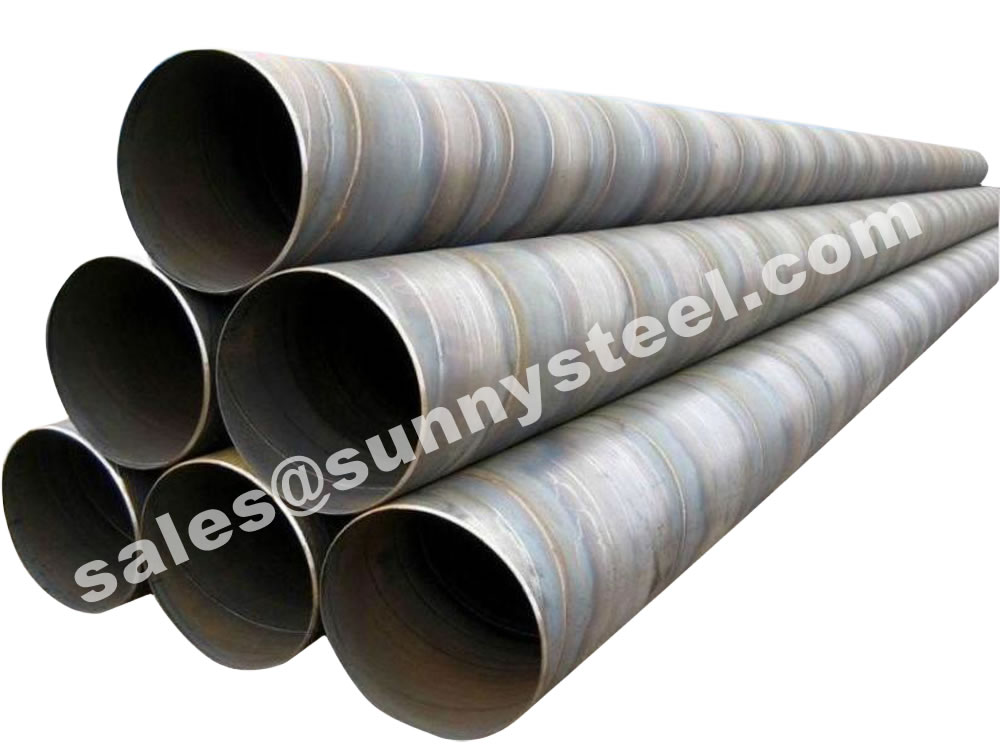
Spiral welded steel pipes are widely used in Oil, Natural Gas, Water and other flammable & nonflammable liquid conveyance and distribution pipelines, steel structures for construction and other general purposes by means of their wide size range.
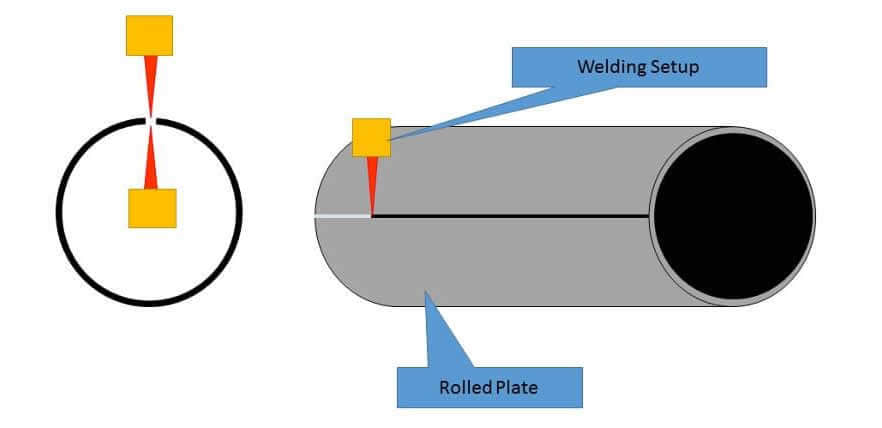
In single seam SAW pipe, wedding is done with the help of submerged arc welding process. In this method, a welding arc is submerged in welding flux. A Continues solid filler wire is fed from the outside. The pipe is welded first inside and then from the outside.
In the case of double seam saw pipe first two halves are joined by tack weld which is called fit-up. Double seam saw pipe is havening a two weld seam opposite to each other. Both the seams are welded from inside and outside of the pipe. In the case of high thickness pipe, multiple pass welding is done.
In a spiral saw pipe, steel plate from the de-coiler is formed in a spiral loop. This spiral loop is then welded from inside and outside of the pipe. Because of the method of manufacture, a wide variety of diameters can be produced. Spiral saw pipes are used for low-pressure services.
Whereas straight saw pipes are used for medium to high-pressure services. Spiral saw pipes are less costly compared to straight saw pipe.
Once the welding is completed heat treatment is carried out on the weld or on the full body of pipe, this depends on the thickness of pipes. Weld seams are also subjected to various non-destructive testing such as RT & UT to ensure the soundness of the weld material.
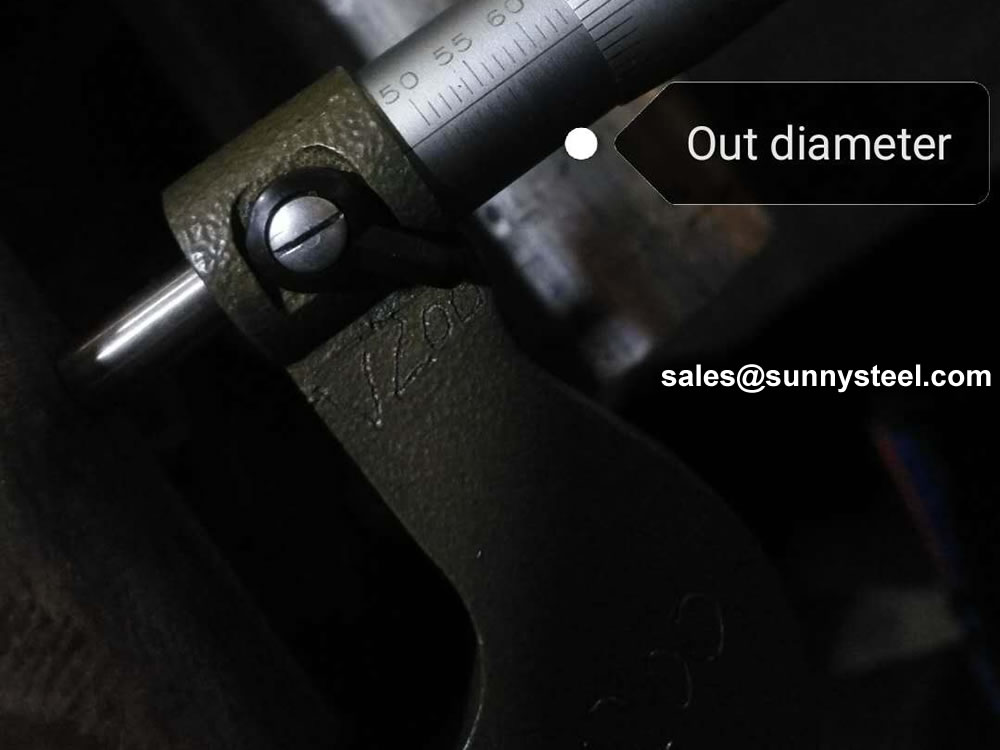
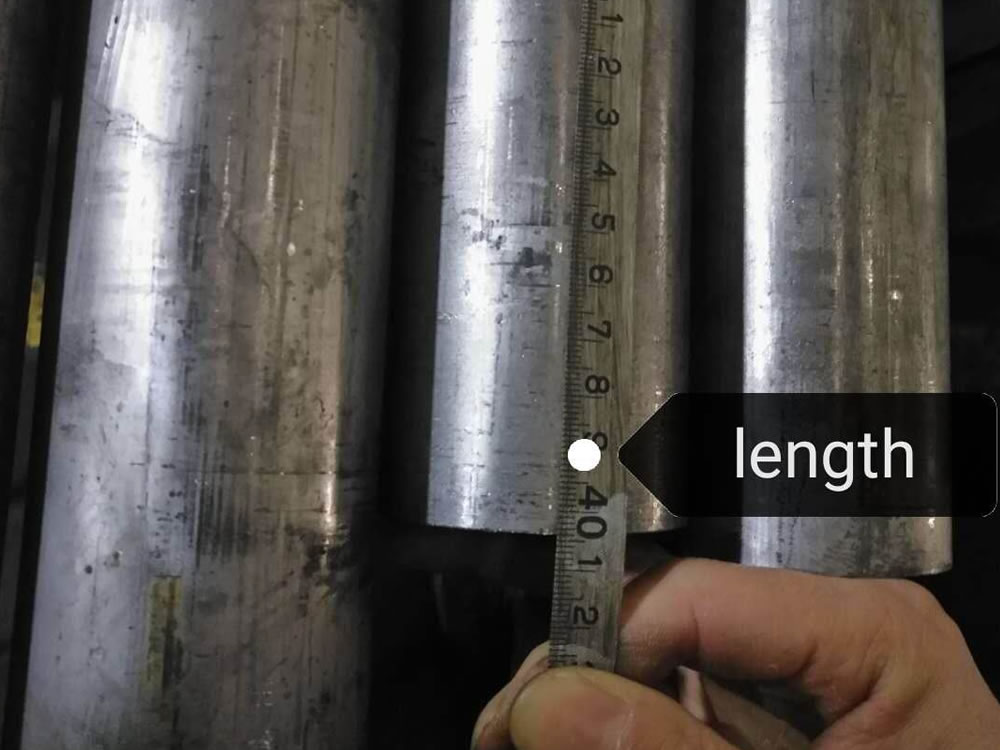
Once all NDT is completed pipes are hydro tested to ensure strength and ability to remain leak proof under pressure. In the last stage of inspection, the pipe is checked visually and dimensionally by competent inspection engineer. He will ensure that pipe is meeting the code, standard, and specification requirements. Once the Inspection engineer cleared the pipe, it will mark as per the standard requirements & send for the packaging.
As ERW steel pipe and SAW steel pipe in the pipe during forming, welding and process is different, so that two kinds of steel pipe in the performance there are some differences.
ERW steel pipe surface quality is superior to spiral submerged arc welded pipe, ERW steel pipe surface is smooth, smooth, beautiful, SAW steel pipe internal and external weld reinforcement.
ERW steel pipe weld defect types is less than the saw steel pipe. Saw steel pipe with solvent deposited, more types of defects, in addition to volume defects, there are wire-line trap. ERW steel pipe weld defects only wire-line and straight welds, the inspection process easy to follow, and the defects in the maximum reflection at, once the lack of implicit, ultrasonic reflecting the strong, easy to detect.
ERW steel pipe related to saw steel pipe in residual stress ratio is low. Since ERW pipe deformation in the deformation process more fully, coupled subsequent sizing flat oval, elliptical vertical changes and necking, making ERW pipe residual stress becomes smaller. Physical testing showed that the same specifications, the same material ERW pipe after incision along the axis, the axial and transverse incisions smaller displacement than the spiral submerged arc welded pipe.
ERW Pipe overall performance of the same, when the pipe becomes defective, steel scrap judgment, allow welding. SAW steel pipe allowed, and pipe welding performance and overall performance is inconsistent, welding place prone to stress corrosion cracking. Experiments show that stress corrosion fatigue test ERW pipe spiral submerged arc welded pipe length than life.
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Casting | API 5CT | Ø48.3~273 x WT2.77~11.43 | J55, K55, N80, L80 |
| Tubing | API 5CT | Ø48.3~273 x WT2.77~11.43 | J55, K55, N80, L80, H40 |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Line Pipes | API 5L | Ø60.3~273.1 x WT2.77~12.7 | A25, A, B, X42, X46, X52, X56, X60, X65, X70, X80 |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Electric-Resistance-Welded Steel Pipes | ASTM A135 | Ø42.2~114.3 x WT2.11~2.63 | A |
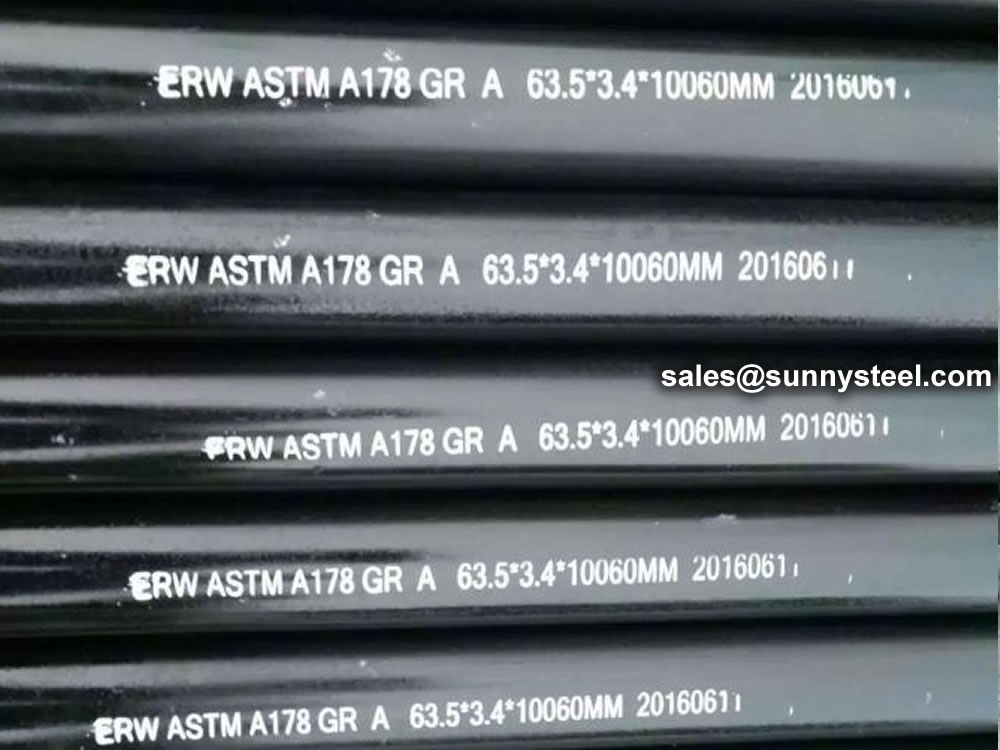
| Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater Tubes | ASTM A178 | 42.2-114.3 x 2.11-2.63 | A, C, D |
| ERW and Hot-dip Galvanized Steel Pipes | ASTM A53 | Ø21.3~273 x WT2.11~12.7 | A, B |
| Pipes for Piling Usage | ASTM A252 | Ø219.1~508 x WT3.6~12.7 | Gr.2, Gr.3 |
| Tubes for General Structural Purpose | ASTM A500 | Ø21.3~273 x WT2.11~12.7 | Gr.2, Gr.3 |
| Square Pipes for General Structural Purpose | ASTM A500 | 25 x 25~160 x 160 x WT1.2~8.0 | Carbon Steel |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Threaded Steel Pipes | DIN 2440 | Ø21~164 x WT2.65~4.85 | Carbon Steel |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Screwed and Socketed Steel Tubes | BS 1387 | Ø21.4~113.9 x WT2~3.6 | Carbon Steel |
| Scaffolding Pipes | EN 39 | Ø48.3 x WT3.2~4 | Carbon Steel |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Carbon Steel Tubes for General Structure Purpose | JIS G3444 | Ø21.7~216.3 x WT2.0~6.0 | Carbon Steel |
| Carbon Steel Tubes for Machine Structure Purpose | JIS G3445 | Ø15~76 x WT0.7~3.0 | STKM11A, STKM13A |
| Carbon Steel Pipes for Ordinary Piping | JIS G3452 | Ø21.9~216.3 x WT2.8~5.8 | Carbon Steel |
| Carbon Steel Pipes for Pressure Service | JIS G3454 | Ø21.7~216.3 x WT2.8~7.1 | Carbon Steel |
| Carbon Steel Rigid Steel Conduits | JIS G8305 | Ø21~113.4 x WT1.2~3.5 | G16~G104, C19~C75, E19~E75 |
| Carbon Steel Rectangular Pipes for General Structure | JIS G3466 | 16 x 16~150 x 150 x WT0.7~6 | Carbon Steel |
Pipeline coating is the most consistent and successful solution for protecting ERW pipes from corrosion, from moisture, other harmful chemicals.
Anti-corrosion steel pipe is processed through the preservation process, which can effectively prevent or slow down the process in the transport and use of chemical or electrochemical corrosion reaction of steel pipe.
Therefore pipe anti-corrosion layer is an important barrier to prevent soil erosion. A well-known foreign scholar put forward” 3PE france protective layer”, so far, anti-corrosion methods is widely used.
Coated pipes offer high resistance to corrosion on pipes and provide many benefits such as:
The basic principles of urban gas pipeline coating selection:














Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.

Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.

When you partner with Sunny Steel, you can stop worrying about meeting deadlines thanks to our responsive and timely service. You'll also say goodbye to unnecessary shopping around. Instead, you'll get white glove service from an expert who understands your needs and can get you the materials you need quickly.