DSAW Pipe
Double Submerged Arc Welded (DSAW) pipes for reliable and strong construction.

In High Frequency Induction (HFI) Welded Pipe production process, hot rolled steel coils are fed with a high capacity accumulator in order to achieve continuous welding.
HIGH-FREQUENCY WELDING is a welding process in which the heat source used to melt the joining surfaces is obtained from high-frequency (HF) alternating current (ac) resistance heating.
The high-frequency induction (HFI) resistance pressure welding technique for longitudinal welding. The endless strip passes through rolling stands where it is shaped to an open pipe, which runs through a high-frequency inductor consisting of a metal coil with single or multiple windings. As a result, high-frequency ring current is induced into the pipe that closes preferably at the strip edges which converge in the welding point. The temperature required for welding is generated by resistance heating of a narrow zone along the strip edges.
The heated strip edges are squeezed together by pressure rollers, resulting in a homogeneous longitudinal weld without any filler metals. The flash generated on the inside and outside surfaces during welding is scraped off to the level of the pipe surface with special tools.
Immediately afterwards, the HFI weld is subjected to a multi-step inductive annealing treatment to ensure that the properties in the weld area match those of the base material. Then the continuous pipe string is straightened, size rolled and finally cut to length by a flying saw.
Coil edges are milled using carbide cutters in order to assure a high quality weld. Coils are then formed by cold forming method using a set of cage rolls and fin passes, and then joined using high frequency currents using induction or alternatively conduction methods.
The process begins with the cutting of the strip of the required size on slitting line and then fed through the Tube Mill for formation of line pipe. Once the formation of pipe is done, it is passed through the high frequency welder where the edges are welded together.
During the process of welding, because of immense generation of heat, there is formation of beads on both the edges, inside and outside the pipes. These beads are then cut in order to have unrestricted flow of fluid/gas inside the pipe.
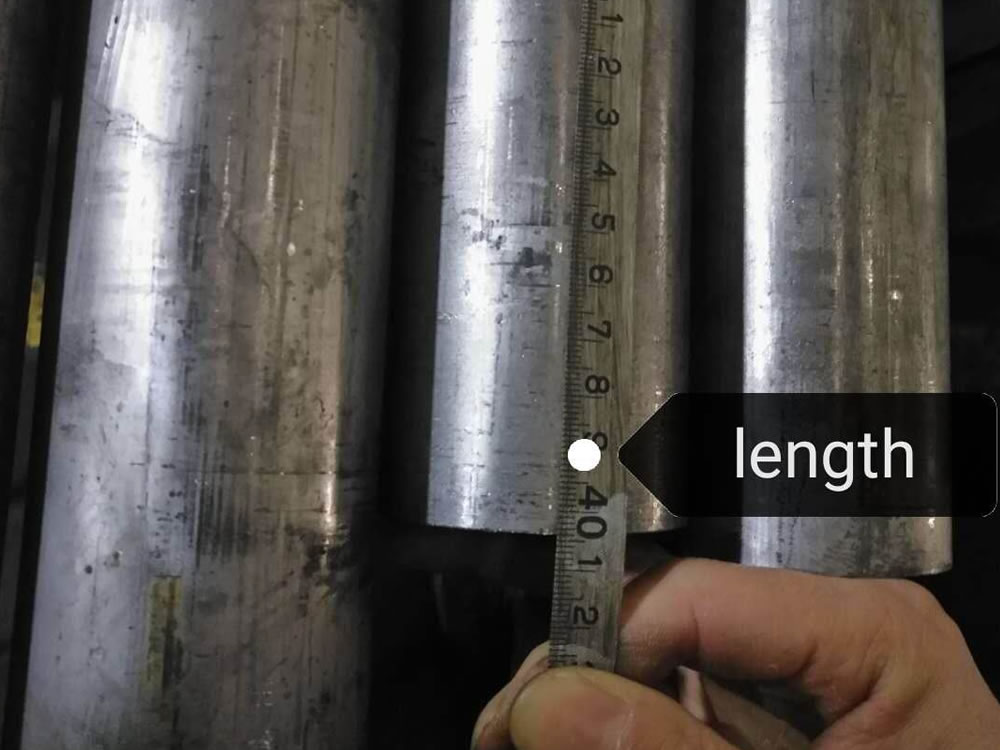
Thereafter, pipes are cut into the required length and are transferred to finishing sections for further processing and testing of the line pipes like straightening, End Chamfering/Facing, Hydro-testing, Non-destructive Testing, Threading, Galvanizing etc., depending on the requirement of the customer.
Using its specialist expertise in high frequency welding, TWI has supported industry with a range of project and consultancy work which has included:
HFW welded steel pipes are widely preferred in Oil, Natural Gas, Water and other liquids transportation and distribution lines, heating, cooling, ventilation piping and steel structures for construction and other general purposes by means of precise production tolerances and high capacity manufacturing method.
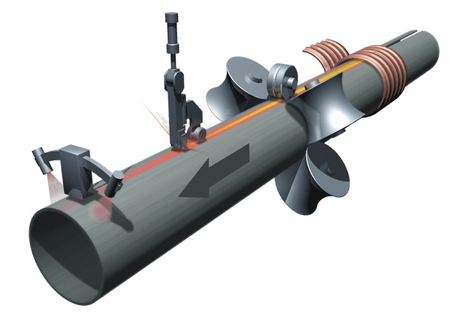
Line Pipe uses High Frequency Induction (HFI) resistance pressure welding for longitudinal welding. The endless strip passes through rolling mills where it is formed into an open tube which passes through a high-frequency inductor consisting of a metal coil with single or multiple windings. This induces a high-frequency ring current in the tube, which closes preferentially at the strip edges, which converge at the welding point. The temperature required for welding is generated by resistance heating a narrow zone along the strip edges.
The heated strip edges are pressed together by pressure rollers, resulting in a homogeneous longitudinal weld without filler material. The flash produced during welding on both the inner and outer surfaces is scraped off to the level of the pipe surface using special tools.
Immediately afterwards, the HFI weld is subjected to a multi-stage inductive annealing treatment to ensure that the properties in the weld area match those of the base material. The continuous tube is then straightened, rolled to size and finally cut to length using a flying saw.
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Casting | API 5CT | Ø48.3~273 x WT2.77~11.43 | J55, K55, N80, L80 |
| Tubing | API 5CT | Ø48.3~273 x WT2.77~11.43 | J55, K55, N80, L80, H40 |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Line Pipes | API 5L | Ø60.3~273.1 x WT2.77~12.7 | A25, A, B, X42, X46, X52, X56, X60, X65, X70, X80 |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
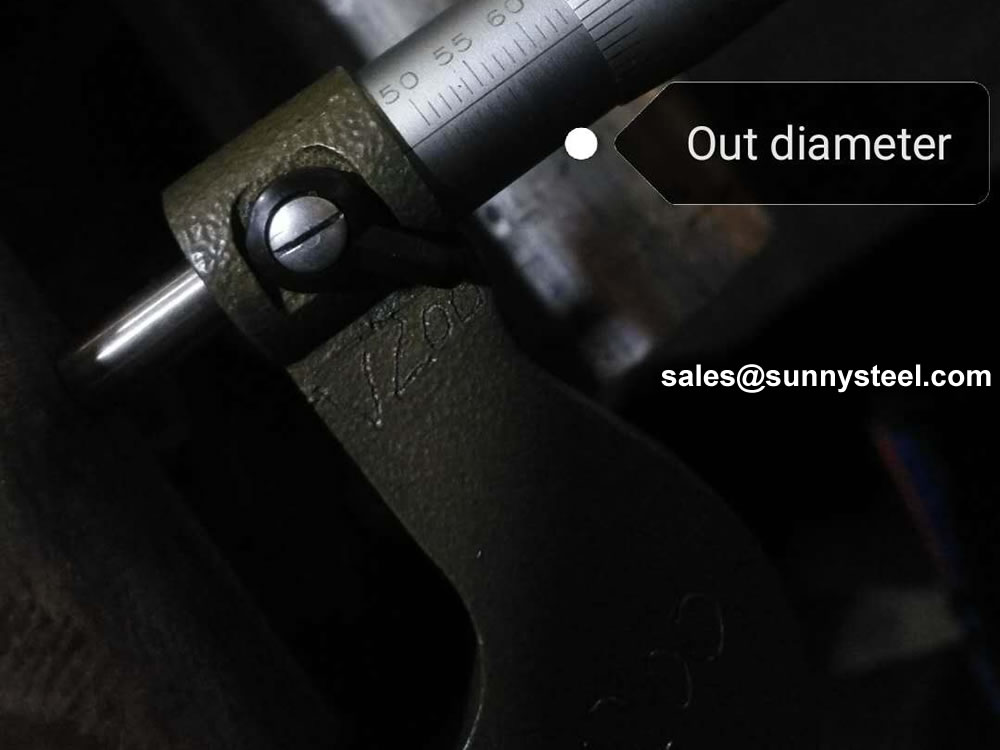
| Electric-Resistance-Welded Steel Pipes | ASTM A135 | Ø42.2~114.3 x WT2.11~2.63 | A |
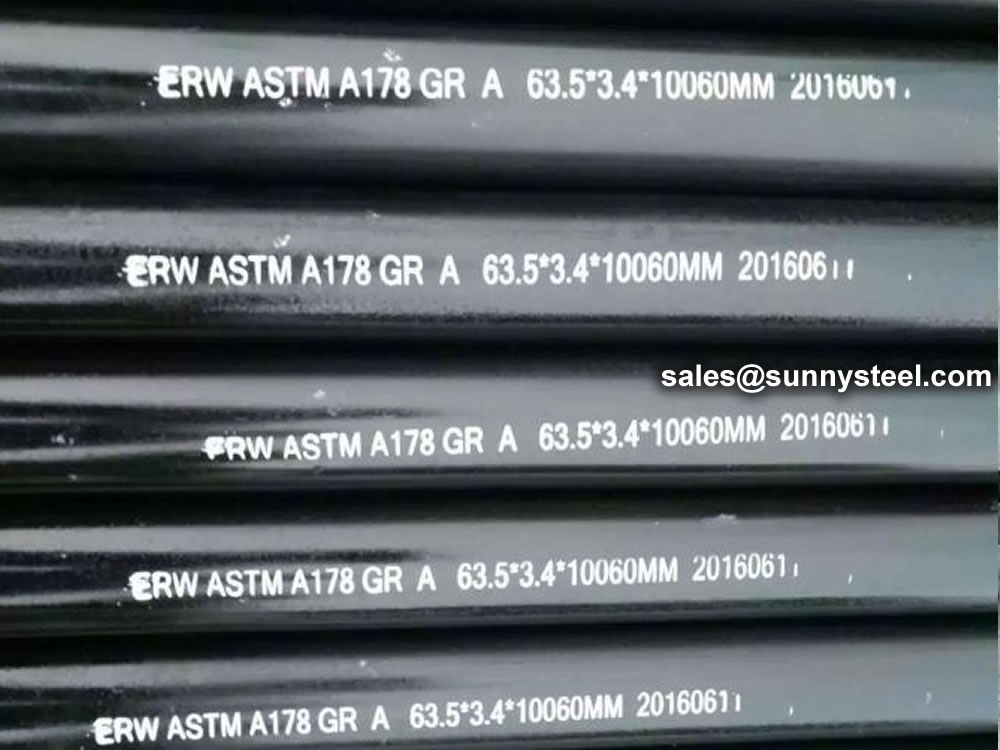
| Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater Tubes | ASTM A178 | 42.2-114.3 x 2.11-2.63 | A, C, D |
| ERW and Hot-dip Galvanized Steel Pipes | ASTM A53 | Ø21.3~273 x WT2.11~12.7 | A, B |
| Pipes for Piling Usage | ASTM A252 | Ø219.1~508 x WT3.6~12.7 | Gr.2, Gr.3 |
| Tubes for General Structural Purpose | ASTM A500 | Ø21.3~273 x WT2.11~12.7 | Gr.2, Gr.3 |
| Square Pipes for General Structural Purpose | ASTM A500 | 25 x 25~160 x 160 x WT1.2~8.0 | Carbon Steel |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Threaded Steel Pipes | DIN 2440 | Ø21~164 x WT2.65~4.85 | Carbon Steel |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Screwed and Socketed Steel Tubes | BS 1387 | Ø21.4~113.9 x WT2~3.6 | Carbon Steel |
| Scaffolding Pipes | EN 39 | Ø48.3 x WT3.2~4 | Carbon Steel |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Carbon Steel Tubes for General Structure Purpose | JIS G3444 | Ø21.7~216.3 x WT2.0~6.0 | Carbon Steel |
| Carbon Steel Tubes for Machine Structure Purpose | JIS G3445 | Ø15~76 x WT0.7~3.0 | STKM11A, STKM13A |
| Carbon Steel Pipes for Ordinary Piping | JIS G3452 | Ø21.9~216.3 x WT2.8~5.8 | Carbon Steel |
| Carbon Steel Pipes for Pressure Service | JIS G3454 | Ø21.7~216.3 x WT2.8~7.1 | Carbon Steel |
| Carbon Steel Rigid Steel Conduits | JIS G8305 | Ø21~113.4 x WT1.2~3.5 | G16~G104, C19~C75, E19~E75 |
| Carbon Steel Rectangular Pipes for General Structure | JIS G3466 | 16 x 16~150 x 150 x WT0.7~6 | Carbon Steel |
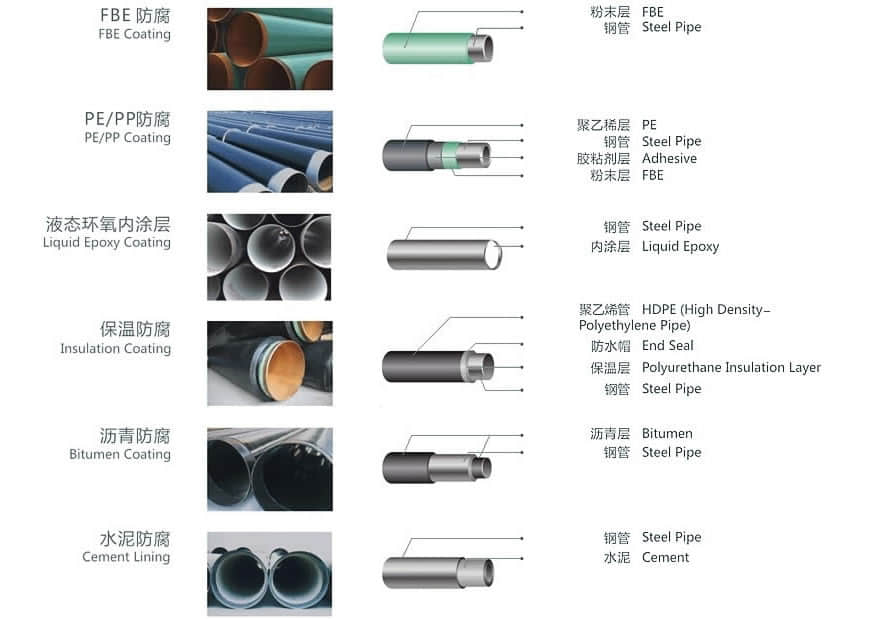
Pipeline coating is the most consistent and successful solution for protecting ERW pipes from corrosion, from moisture, other harmful chemicals.
Anti-corrosion steel pipe is processed through the preservation process, which can effectively prevent or slow down the process in the transport and use of chemical or electrochemical corrosion reaction of steel pipe.
Therefore pipe anti-corrosion layer is an important barrier to prevent soil erosion. A well-known foreign scholar put forward” 3PE france protective layer”, so far, anti-corrosion methods is widely used.
Coated pipes offer high resistance to corrosion on pipes and provide many benefits such as:
The basic principles of urban gas pipeline coating selection:














Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.

Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.

When you partner with Sunny Steel, you can stop worrying about meeting deadlines thanks to our responsive and timely service. You'll also say goodbye to unnecessary shopping around. Instead, you'll get white glove service from an expert who understands your needs and can get you the materials you need quickly.