
A335 Chrome Pipe
Chrome Moly High Strength Steel Pipe

EN 10216-2 is a European standard for seamless steel tubes used in high-pressure industries like power generation and petrochemicals.
It outlines manufacturing, testing, and dimensions, ensuring suitability for elevated temperatures and pressures.
EN 10216-2 is a European standard for seamless steel tubes for pressure purposes. It covers the procedures and specifications for manufacturing high-quality non-alloy and alloy seamless steel tubes.
The standard includes the following steel grades:
P195GH, P235GH, P265GH, 16Mo3, 14MoV6-3, 13CrMo4-5, 10CrMo9-10.
The pipes are used in boilers, heat exchangers, and pressure vessels. The maximum application temperature is approximately 400 °C. The pipes have outer diameters ranging from 10.2mm to 711mm and wall thicknesses ranging from 1.6mm to 100mm.
The British Standard is the official English language version of EN 10216-2:2002.
EN 10216-2 seamless steel tubes find extensive use in various industries due to their exceptional properties and durability. Some notable applications include:
EN 10216-2 seamless steel tubes offer several benefits that make them a preferred choice in various industries:
Adhering to the EN 10216-2 standard is of paramount importance to ensure the quality and safety of seamless steel tubes. Compliance guarantees that the tubes meet stringent requirements for composition, mechanical properties, and testing procedures. It also enhances the interoperability of tubes across different industries.
In conclusion, EN 10216-2 seamless steel tubes play a vital role in modern industries, providing the necessary infrastructure for energy, petrochemical, mechanical, and automotive sectors. Their high-temperature and pressure resistance, combined with their reliability, make them indispensable components in applications where safety, durability, and efficiency are paramount.
Different grades of P265GH tubes are used for different applications. For example, the EN 10216-2 P265GH-TC1 grade has increased silicon, manganese, and phosphorus content, which improves its corrosion resistance and wear resistance.
This part of EN1026 specifies the technical delivery conditions in two test categories for seamless tubes for circular cross section, with specified elevated temperature properties, made of non-alloy and alloy steel.
P265GH tubes are primarily used in the manufacture of boilers, pressure vessels, and pipes for transporting hot liquids.
Seamless steel tubes for pressure purposes - Technical delivery conditions -Part 1: Non-alloy steel tubes with specified room temperature properties
Specifies the technical delivery conditions for two qualities, T1 and T2, of seamless tubes of circular cross section, with specified room temperature properties, made of non-alloy quality steel.
Seamless steel tubes for pressure purposes - Technical delivery conditions - Part 2: Non alloy and alloy steel tubes with specified elevated temperature properties; German version EN 10216-2:2002+A2:2007
The document specifies the technical delivery conditions in two test categories for seamless tubes of circular cross section, with specified elevated temperature properties, made of non-alloy and alloy steel.
Seamless steel tubes for pressure purposes -Technical delivery conditions - Part 3: Alloy fine grain steel tubes
Specifies the technical delivery conditions in two categories for seamless tubes of circular cross section, made of weldable alloy fine grain steel
Seamless steel tubes for pressure purposes - Technical delivery conditions -Part 4: Non-alloy and alloy steel tubes with specified low temperature properties
Specifies the technical delivery conditionsin two categories for seamless tubes of circular crossection, made with specified low temperature properties, made of non-alloy and alloy steel.
Seamless steel tubes for pressure purposes - Technical delivery conditions-Part 5: Stainless steel tubes; German version EN 10216-5:2004, Corrigendum to DIN EN 10216-5:2004-11; German version EN 10216-5:2004/AC:2008
This Part of this European Standard specifies the technical delivery conditions in two test categories for seamless tubes of circular cross-section made of austenitic (including creep resisting steels) and austenitic-ferritic stainless steel which are applied for pressure and corrosion resisting purposes at room temperature, at low temperatures or at elevated temperatures. It is important that the purchaser, at the time of enquiry and order, takes in account the requirements of the relevant national legal regulations for the intended application.
Steel is common called carbon steel because of the mixture of carbon atoms with iron atoms. The added elements provide the steel with ductility and strength. During the smelting process, other elements, such as aluminum is added to the steel making it an alloy steel. Non-alloy steel has no elements added to the steel as it is smelted.
The manufacturing of steel is done by placing ore in a furnace a smelting the ore. The smelting process removes any impurities in the iron ore. Once the first smelting process is performed, the steel still has too much carbon content to become non-alloy steel. The smelting process is performed again and again until the carbon content in the ore falls below 1.5 percent of the total content.
The smelting process melts the iron ore. By melting the ore, the extraction of elements and impurities can be accomplished. The manufacturer only wants the iron and a small amount of carbon from the ore to make non-alloy steel. During the smelting process, elements get added to the ore such as cobalt, copper and aluminum, which makes the steel an alloy steel. Non-alloy steel has no other elements added to the iron and carbon during the smelting process.
The non-alloy steel must be tempered at a certain temperature because it does not use other elements to make it flexible and durable. Tempering non-alloy steel at a certain temperature make the steel more sensitive to cracking when being welded.

| Inspection and test type | Test frequency | Test category | ||
|---|---|---|---|---|
| Mandatory tests | Ladle analysis | One per ladle | 1 | 2 |
| Tensile testing in room temperature | One per every test pipe | X | X | |
| Flattening test for D<600mm and the ratio of D≤0.15 but T≤40mm or ring testing for D>150mm and T ≤40mm | X | X | ||
| Rolling test on a mandrel bar for D≤150mm and T≤10mm or ring testing for D≤114,3mm and T ≤12,5mm | X | X | ||
| Resilience testing at the temperature of 20 ºC | X | X | ||
| Tightness testing | Every pipe | X | X | |
| Dimensional testing | X | X | ||
| Visual inspection | X | X | ||
| NDT in order to identify longitudinal discontinuity | Every pipe | X | X | |
| Material identification for alloy steel | X | X | ||
| Optional tests | Final product analysis | One per ladle | X | X |
| Tensile testing at elevated temperature | One per ladle and for the same thermal processing conditions | X | X | |
| Resilience testing | One per every test pipe | X | X | |
| Resilience testing in the machine direction at the temperature of -10ºC for non-alloy steel grades | X | X | ||
| Wall thickness measurement at a distance from pipe ends | X | X | ||
| NDT in order to identify transverse discontinuity | Every pipe |
X | X | |
| NDT in order to identify delamination | X | X | ||
| EN 10216-2 Outside diameter and wall thickness tolerances | |||||
|---|---|---|---|---|---|
| Outside diameter D mm | Permissible deviations of outside diameter D |
Permissible deviations of wall thickness depending on the T/D ratio |
|||
| ≤0.025 | >0.025 ≤0.050 |
>0.050 ≤0.10 |
>0.10 | ||
| D≤219,1 | +\- 1% or =\- 0.5mm depending on which is greater | +\- 12,5% or 0.4 mm depending on which is greater | |||
| D>219,1 | =\- 20% | =\- 15% | =\- 12,5% | =\- 10% | |
For the outside diameter of D≥355,6 mm, local deviation outside of the upper deviation limit by further 5% of the wall thickness T is permitted

In the realm of industrial applications, where durability, reliability, and high-performance are non-negotiable, the P265GH seamless steel tube stands as a remarkable engineering solution.
This seamless tube, known for its exceptional properties, finds its place in various industries due to its strength, versatility, and ability to withstand challenging environments. In this article, we delve into the world of the P265GH seamless steel tube, exploring its features, applications, and advantages.
Equivalent grade of this type in ASME/ASTM is A 516 grade 60. In DIN standard, the corresponding material is referred as 1.0425 type steel.
The P265gh Nf EN 10216-2 pipes can be made seamless or welded. The seamless tubes can range from 4mm to 152mm in outer diameter and the welded pipes can range up to 1219.2mm in outer diameters. The wall thicknesses of the pipes vary from 0.5mm to 20mm and above with schedules ranging from sch5 through XXS and heavier.
P265GH belongs to material group 1.0425 according to the EN 10020 standard.
Yes, P265GH is a non-alloy carbon steel used for high-temperature pressure vessel applications.
P235GH and P265GH are both non-alloy steels used for high-temperature pressure vessel applications. The main difference between them lies in their minimum yield strength and mechanical properties. P265GH has a higher minimum yield strength and is generally considered to be a higher-grade steel compared to P235GH. This difference in strength makes P265GH more suitable for applications requiring higher pressure resistance.
The minimum yield strength of P265GH is approximately 265 megapascals (MPa), as indicated by the "265" in its designation. This yield strength value is a measure of the amount of stress the material can withstand without permanent deformation under normal conditions.

The chemical composition of P265GH steel typically includes elements such as:
The P265GH designation refers to a specific type of steel grade. The letter P indicates that it's a pressure vessel steel, while 265 represents the minimum yield strength in MPa (megapascals). This steel is primarily used in the manufacturing of seamless tubes for high-temperature and high-pressure applications.
The P265GH seamless steel tube is celebrated for its remarkable features and properties:
High-Temperature Resistance: The tube can withstand elevated temperatures without losing its structural integrity, making it suitable for applications involving heat and pressure.
Pressure Resistance: Designed to handle high internal pressures, this tube is commonly used in industries where containment of pressurized fluids or gases is crucial.
Corrosion Resistance: Its composition offers resistance against corrosion, ensuring the tube's longevity even in corrosive environments.
Versatility: The tube's adaptability to various industrial sectors, from energy generation to manufacturing, showcases its versatile nature.
In the power generation sector, P265GH seamless steel tubes are utilized in boilers and heat exchangers. These tubes contribute to the efficient generation of steam, which in turn drives turbines to produce electricity.
The petrochemical industry benefits from the robustness of P265GH tubes. They find applications in processing and transporting fluids and gases under high pressures and temperatures.
In the manufacturing realm, these tubes are employed for processes requiring controlled temperatures, such as heat treatment and industrial furnaces.
In the construction sector, P265GH seamless steel tubes are used for structural applications where strength and reliability are paramount.
The P265GH grade offers impressive yield and tensile strength, ensuring the tube's ability to withstand mechanical stress.
These tubes maintain their structural integrity even in extreme conditions, making them highly reliable in critical applications.
In industries dealing with high pressures and temperatures, the use of P265GH seamless steel tubes contributes to overall safety and operational stability.
The P265GH seamless steel tube emerges as a crucial component in industries demanding strength, resilience, and performance. Its remarkable properties, coupled with its versatile applications, make it an indispensable part of modern engineering. As industries continue to evolve, the P265GH seamless steel tube remains a testament to human ingenuity, contributing to safer and more efficient operations in diverse sectors.

With years of expertise, we provide a wide range of steel tube processing services. From basic sawing and machining to complex bending and upsetting operations, we support you at every stage of your project.
Our capabilities include eccentricity reduction and concentricity improvement through turning and grinding. We specialize in creating complex geometries using rotary swaging and axial forming, and offer property modifications through partial heat treatment to meet your exact requirements.
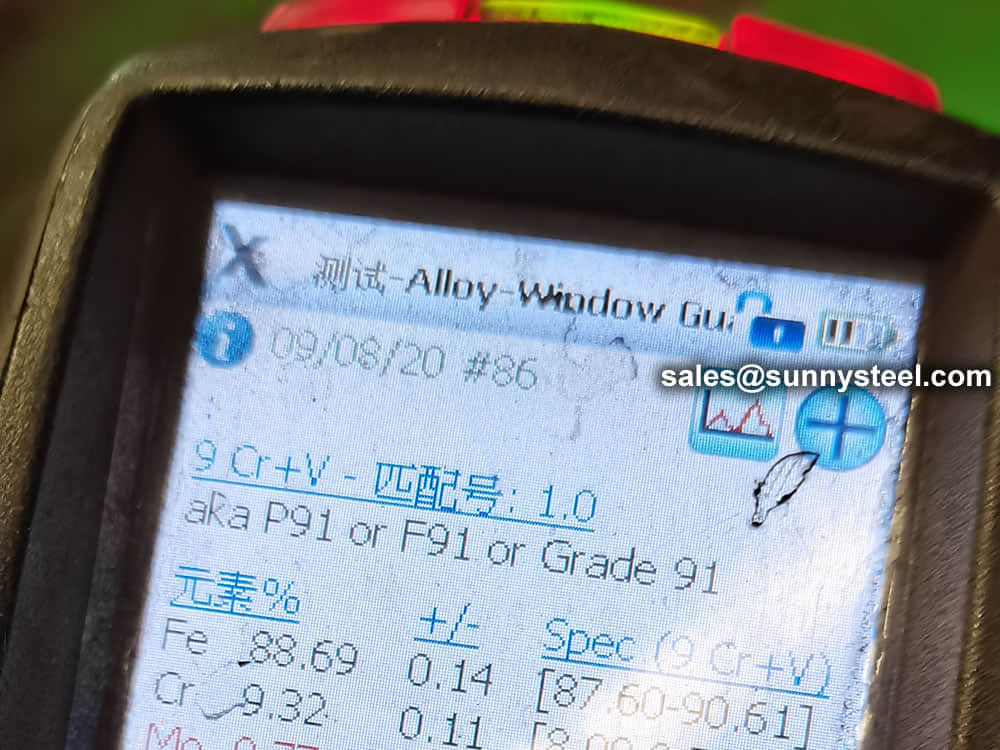
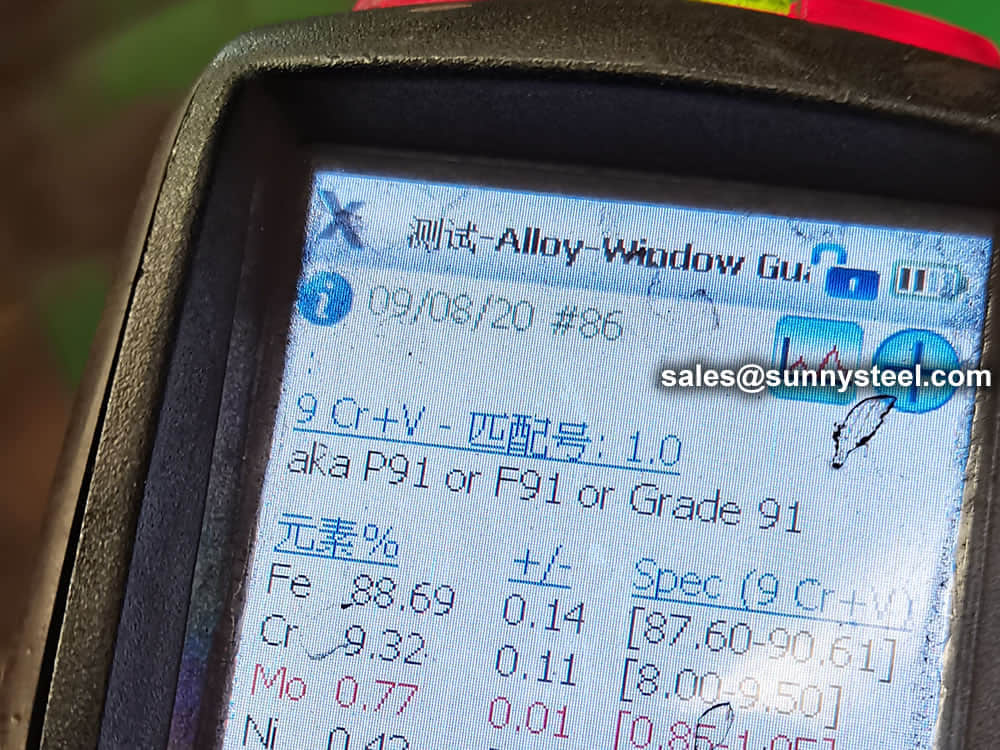
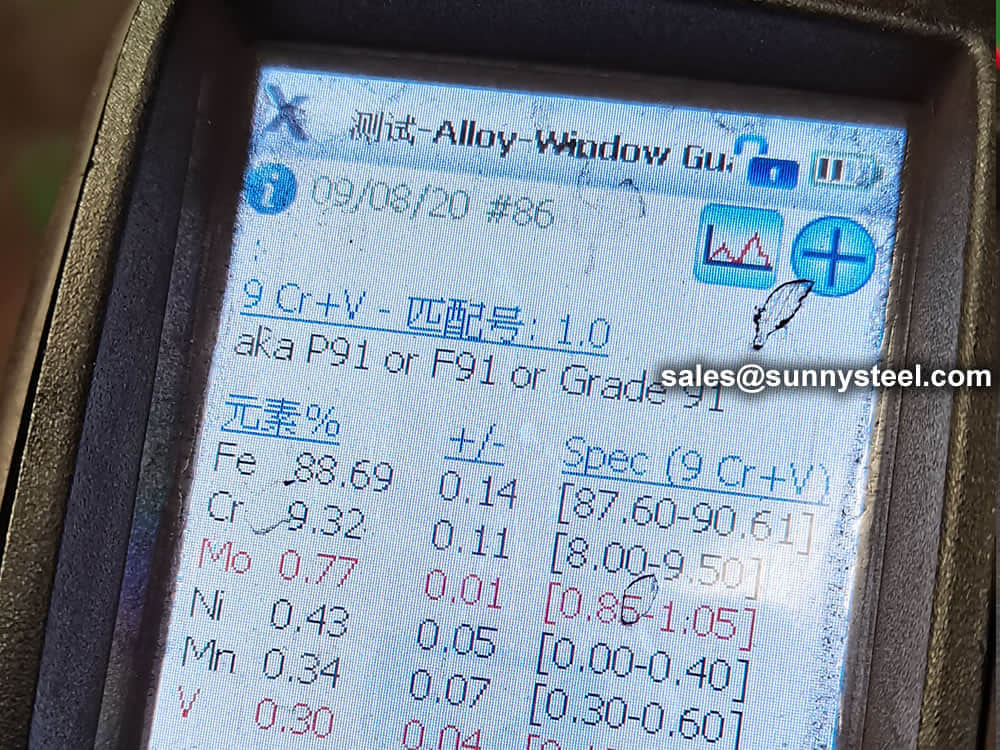
Chemical composition inspection, mechanical properties test(tensile strength,yield strength, elongation, flaring, flattening, bending, hardness, impact test), surface and dimension test, non-destructive test, hydrostatic test.
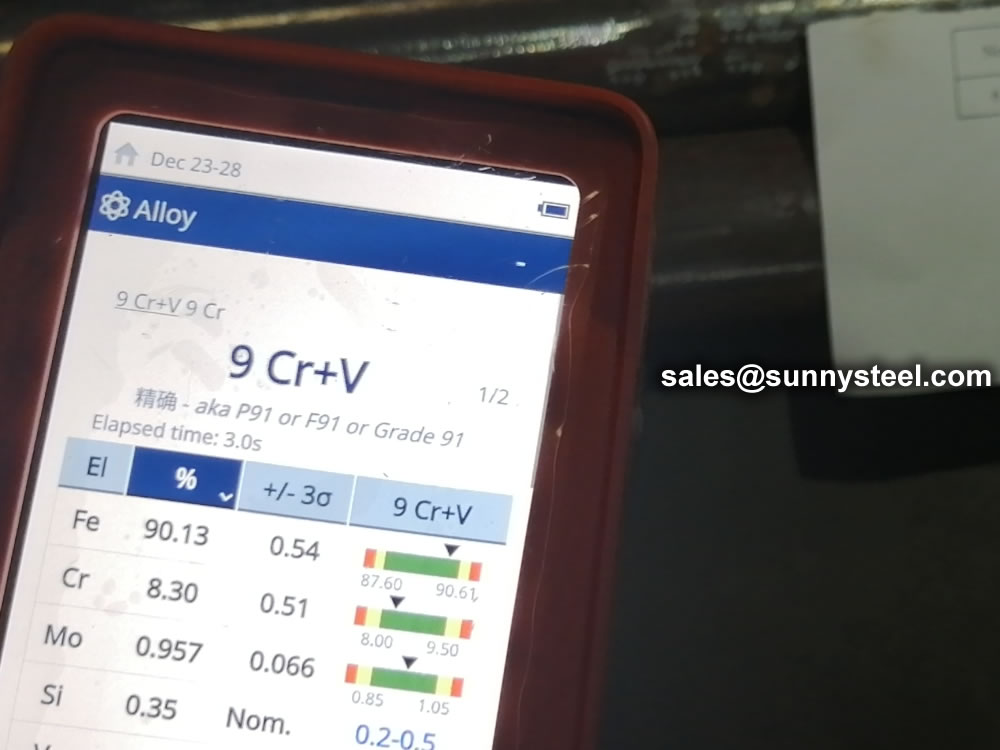
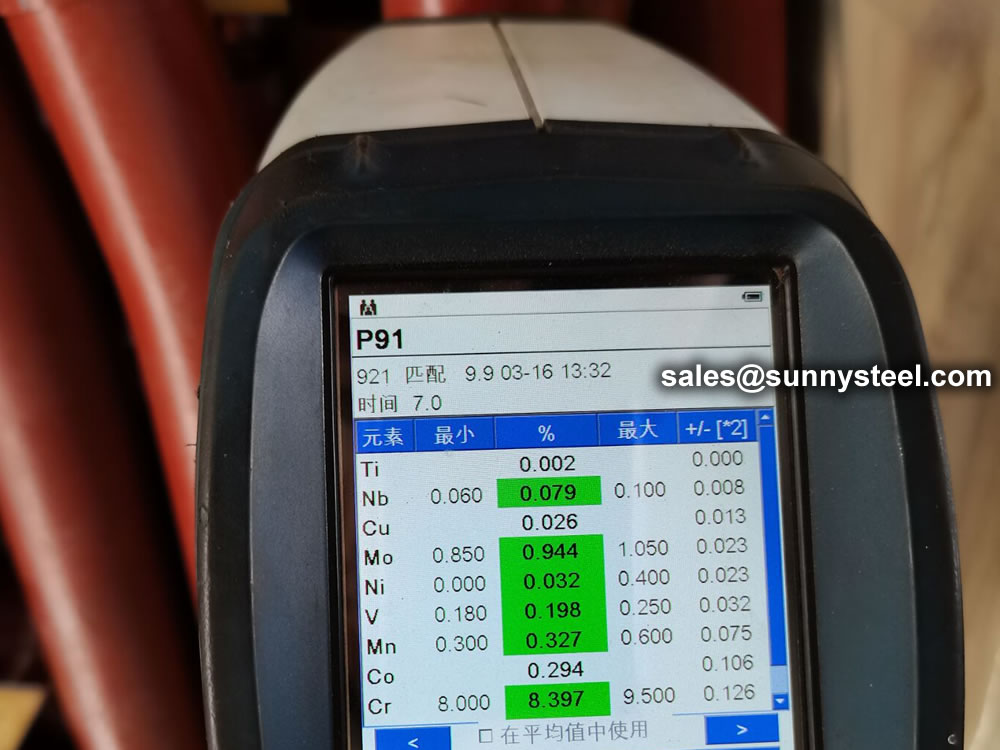
Identification of the chemical composition of the metal used to manufacture the fitting. Uses PMI sensors, including X-ray fluorescence or optical emission spectrometry.














Steel pipe delivery status(condition): cold / hard (BK), cold / soft (BKW), after cold stress relief annealing (BKS), annealing (GBK), normalized (NBK).
| Term | Symbol | Explanation |
|---|---|---|
| Cold-finished/hard (cold-finished as-drawn) | BK | No heat treatment after the last cold-forming process. The tubes therefore have only low deformability. |
| Cold-finished/soft (lightly cold-worked) | BKW | After the last heat treatment there is a light finishing pass (cold drawing). With proper subsequent processing, the tube can be cold-formed (e.g. bent, expanded) within certain limits. |
| Annealed | GBK | After the final cold-forming process the tubes are annealed in a controlled atmosphere or under vacuum. |
| Normalized | NBK | The tubes are annealed above the upper transformation point in a controlled atmosphere or under vacuum. |
The general cold strip mills, volume should go through continuous annealing (CAPL unit) to eliminate cold hardening and rolling stress, or batch annealing reach the mechanical properties of the corresponding standard specifies. Cold rolled steel surface quality, appearance, dimensional accuracy better than hot-rolled plate, and right-rolled thin product thickness is about 0.18mm, so the majority of users favor.
Cold rolled steel coil substrate products deep processing of high value-added products. Such as electro-galvanized, hot dip galvanized, electro-galvanized fingerprint resistant, painted steel roll damping composite steel, PVC laminating steel plates, etc., so that the excellent quality of these products has a beautiful, high resistance to corrosion, has been widely used.
Cold rolled steel coil finishing after annealing, cut the head, tail, trimming, flattening, smooth, heavy volume, or longitudinal clipboard. Cold-rolled products are widely used in automobile manufacturing, household electrical appliances, instruments, switches, buildings, office furniture and other industries. Steel plate strapping package weight of 3 to 5 tons. Flat sub-volume typically 3 to 10 tons / volume. Coil diameter 6m.
Bare packing/bundle packing/crate packing/wooden protection at the both sides of tubes and suitably protected for seaworthy delivery or as requested.










There are probably hundreds of different methods for packing a pipe, and most of them have merit, but there are two principles that are vital for any method to work: prevent rusting and sea transportation security.
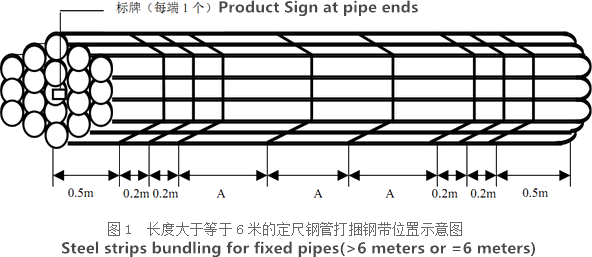
Our packing can meet any needs of the customers.

Commonly used alloying elements and their effects are listed in the table given below.
| Alloying Elements | Effect on the Properties |
|---|---|
| Chromium | Increases Resistance to corrosion and oxidation. Increases hardenability and wear resistance. Increases high temperature strength. |
| Nickel | Increases hardenability. Improves toughness. Increases impact strength at low temperatures. |
| Molybdenum | Increases hardenability, high temperature hardness, and wear resistance. Enhances the effects of other alloying elements. Eliminate temper brittleness in steels. Increases high temperature strength. |
| Manganese | Increases hardenability. Combines with sulfur to reduce its adverse effects. |
| Vanadium | Increases hardenability, high temperature hardness, and wear resistance. Improves fatigue resistance. |
| Titanium | Strongest carbide former. Added to stainless steel to prevent precipitation of chromium carbide. |
| Silicon | Removes oxygen in steel making. Improves toughness. Increases hardness ability |
| Boron | Increases hardenability. Produces fine grain size. |
| Aluminum | Forms nitride in nitriding steels. Produces fine grain size in casting. Removes oxygen in steel melting. |
| Cobalt | Increases heat and wear resistance. |
| Tungsten | Increases hardness at elevated temperatures. Refines grain size. |


Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.

Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.

When you partner with Sunny Steel, you can stop worrying about meeting deadlines thanks to our responsive and timely service. You'll also say goodbye to unnecessary shopping around. Instead, you'll get white glove service from an expert who understands your needs and can get you the materials you need quickly.





