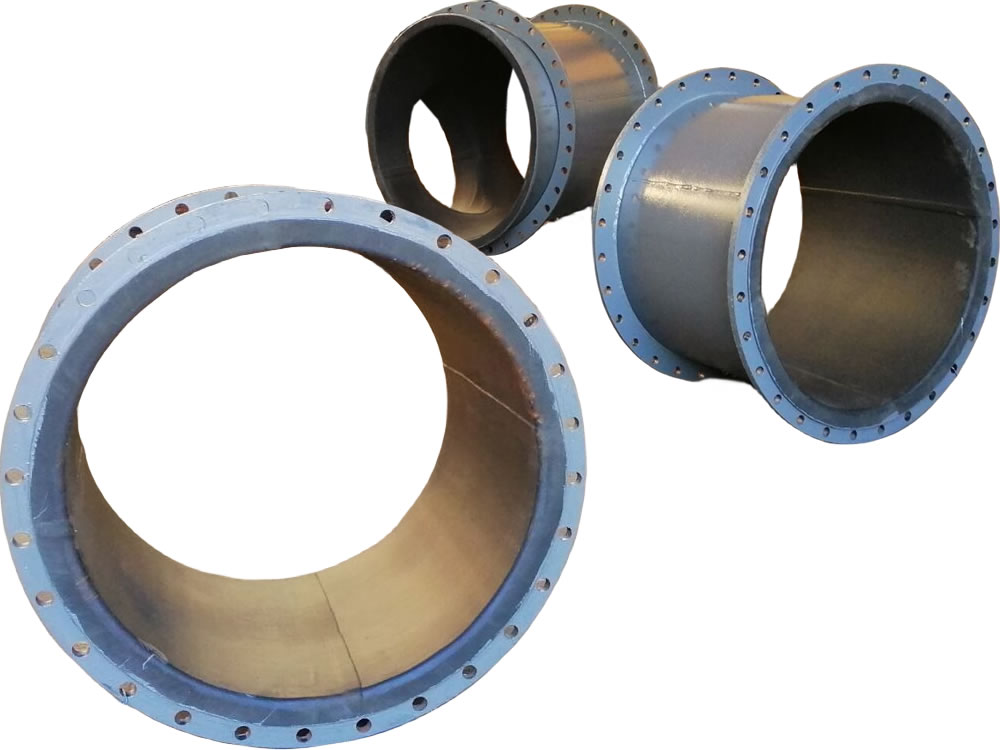
Single-layer pipe
Single-layer pipe - industrial steel pipe

Using epoxy powder coating is for 30 years of history in a foreign country due to the wide range of sources of raw materials.
Internal pipe coating is the process of spraying an epoxy material to the pipe's interior using Picote technology. The main differences between internal pipe coating and replacing your pipes are cost and project scope. The cost of coating your pipes is less than the cost of replacing them.
EPOXY RESIN 6101Internal pipe coating is a process used to apply protective coatings to the inner surface of pipes. This helps prevent corrosion, reduce friction, and extend the service life of pipelines in various industries like oil and gas, water supply, and chemicals.
Using epoxy powder coating is for 30 years of history in a foreign country due to the wide range of sources of raw materials, production methods are simple, cheap, good performance, which do not pollute the environment and long service life, so far it is a good anti-corrosion coatings.
Internal and external 2 and 3- layer coating is applied for oil and gas pipelines, product pipelines and fire extinguishing systems
Use of pipes with internal coating provides an ecological safety, a reliability, keeps the good quality of drinking water in pipeline systems during the long term operation.
Petroleum Institute of Construction Technology in China for the oil field pipeline corrosion problems and successfully develop the anti-corrosion coating of epoxy powder to fill the blank of the domestic pipeline anti-corrosion powder coating.
The paint coating has excellent chemical resistance, good mechanical properties, high electrical insulation properties and good toughness. Corrosion tests predict coating life, the conditions intact Chu apply the paint to do the inner coating of oil, gas and water pipes, the life expectancy of up to l5 years; do sewage and mixed water injection pipeline within the coating, life up to 5 to 7 years. The construction method using the pipeline industry, the most widely used static thermal spraying method. According to the data reported, due to the transmission medium, the thickness of the coating of epoxy powder coating requirements are also different. Domestic oil, gas, water and sewage, etc. containing certain corrosive media, anti-corrosion pipe is the best thick coating. Electrostatic heat till coated thick coating, spraying a coating thickness of up to 250 ~ 350/an maximum thickness of up to 500, ~ 'n. Electrostatic Powder the moraine coated is a surface treatment of the solid powder, it has a simple, easy to operate equipment, process, free from the workpiece size limit.
The technology is the surface heat-resistant paint coating that mixed epoxy resin main agent and epoxy resin curing agent in the steel pipe (each about 5.5m), natural drying a certain period of time, more than 6O ℃ warm water or 60 ℃ or more hot air into the tube, forced drying, more than three hours to complete the steel pipe coating. The technology is mainly applied to water pipelines and transmission and hot water pipe internal coated first surface treatment on the pipe wall, and then use the compressor by the pressure of air or nitrogen, Pressure between the resistance and the two applicator thermal coating in the pipe wall to form a uniform coating. Coating must 6O ° C more than warm water or 60 "C, hot air above the mandatory drying and natural drying is heat resistant to dissolution performance decreased significantly.
Epoxy resin latex cement mortar lining in the steel tube surface first coated with epoxy cement water-based paint, to form the undercoat, and then based on this coating the lining. The use of materials is containing epoxy resin latex cement mortar. Colloidal silicon dioxide is added in the cement mortar. Cement water-based coatings and cement mortar contain ionic latex (a hydrocarbon solvent containing 5 to 8 sugars). The lining of steel pipes, except for sewage and water pipelines is also apply to oil, gas and steam pipelines. In order to get a solid lining, pipe lining before, the surface must be shot peening, shot peening is divided into dry and wet shot peening, if both methods are not adopted, can also be used to pickling.


Some anti-corrosion methods include painting, covering, and electroplating.
Anti-corrosion coatings act as a barrier layer that prohibits or slows down the formation of corrosion on the underlying metal surface of the carbon steel pipe. By preventing external corrosion with the use of either single or multi-layer anti-corrosion coatings, it ensures precious natural resources and other products reach their destination safely and efficiently.
Anti-corrosion steel pipe is processed through the preservation process, which can effectively prevent or slow down the process in the transport and use of chemical or electrochemical corrosion reaction of steel pipe.
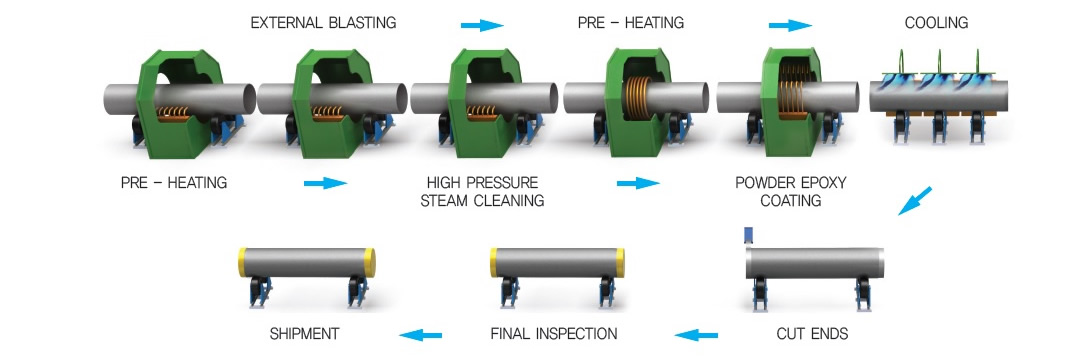
Steel surface treatment is mainly for anti - rust, and the following is the anti - rust process:
First step: Clean the steel surface using a cleaning solvent emulsion. This is to remove oil, grease, dust, lubricants, and similar organic matter. However, it cannot remove rust, oxides, or soldering agents on the steel surface.
Second step: Use rust - removing tools. You need to use a wire brush to remove loose or flaking oxides, rust, and slag. To achieve the desired rust - removing effect, the type of abrasive should be selected based on the original corrosion degree of the steel surface, the required surface roughness, and the coating. For an epoxy layer or two - or three - layer polyethylene coating, using a mixed abrasive of grit and steel shot for blasting is more likely to achieve the desired effect.
Third step: Perform pickling. Generally, chemical and electrolytic pickling are two methods. Using only chemical pickling can cause pipeline corrosion. Although chemical cleaning can achieve a certain level of surface cleanliness and roughness, it causes some environmental pollution.
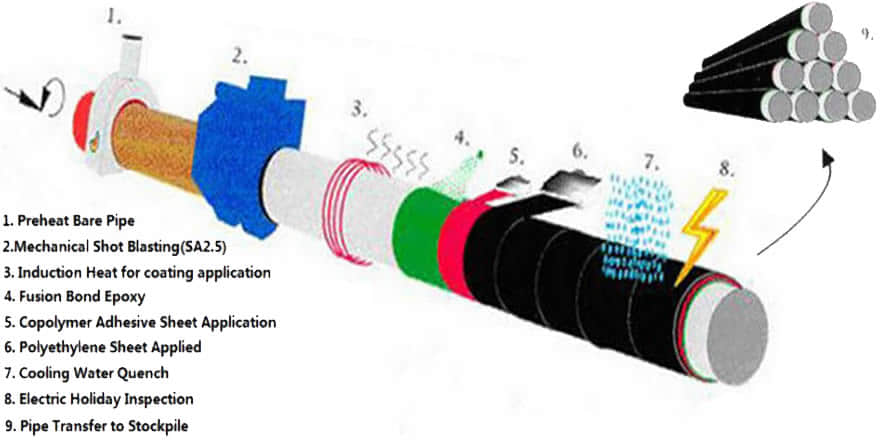
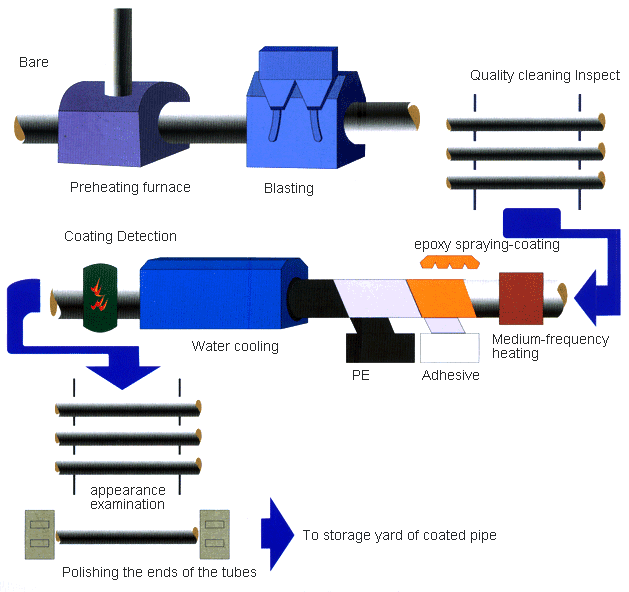
The three-layer PE (Polyethylene) and PP (Polypropylene) coating process is designed to enhance the corrosion resistance, durability, and mechanical strength of steel pipes.
Finally, emphasize the importance of surface treatment in production and strictly control the process parameters during anti - rust treatment.


When it comes to transporting precious natural resources or other essential products, the integrity of the pipes used plays a pivotal role. Carbon steel pipes, widely utilized in various industries, are susceptible to corrosion over time. This is where anti-corrosion coatings step in as the frontline defense, ensuring the longevity and reliability of the pipes.
Anti-corrosion steel pipe is processed through the preservation process, which can effectively prevent or slow down the process in the transport and use of chemical or electrochemical corrosion reaction of steel pipe.
Anti - corrosion coatings serve as a protective shield against the relentless forces of corrosion that can compromise the structural integrity of carbon steel pipes. These coatings act as a robust barrier layer, strategically designed to inhibit or significantly slow down the formation of corrosion on the metal surface.
In the realm of carbon steel pipes, the battle against corrosion is ongoing. Anti - corrosion coatings emerge as the frontline warriors, safeguarding the structural integrity of pipes and ensuring that resources and products reach their destinations without compromise.
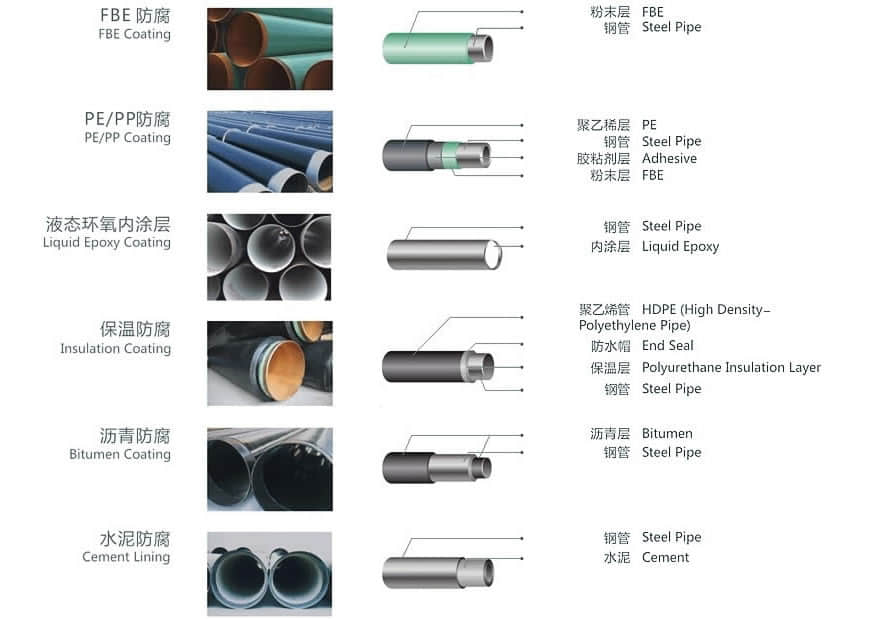
To improve anticorrosion performance and adhesion, an additional layer of epoxy primer is sprayed onto pipe surfaces prior to the adhesive layer and Polyethylene top - layer application. Three Layer Polyethylene is suitable for service temperatures from 60°C to 80°C (85°C peaks). Typical coating thickness is from 1 - 2 mm to 3 - 5 mm.
If a wider service temperature range and high stiffness is required, adhesive and top layers, applied over the primer layer, are based on polypropylene instead of polyethylene. Three Layer Polypropylene is suitable for service temperatures up to 135 °C (140°C peaks). Typical coating thickness is from 1 - 2 mm to 3 - 5 mm.
Three - Layer applications involve a thermoplastic coating applied to steel pipelines as a form of anticorrosion protection. This mechanical resistance is appropriate when the risk of particularly severe coating damages exists. The Three - Layer process involves several steps. First, the pipe surface is blast - cleaned to remove any external residue from the mill or storage. It is then heated and sprayed with a Fusion Bond Epoxy (FBE) primer followed by the application of an adhesive copolymer and polyolefin polymers that are wrap - extruded, one over the other.
Pipeline coating is the most consistent and successful solution for protecting ERW pipes from corrosion, from moisture, other harmful chemicals.
Therefore pipe anti-corrosion layer is an important barrier to prevent soil erosion. A well-known foreign scholar put forward" 3PE france protective layer", so far, anti-corrosion methods is widely used.
1. Increased Flow Capacity – A coating on pipes helps provide a smoother surface thus improving gas and liquid flow within pipes.
2. Reduced Cost – The pipeline coating increases the pipes durability so they can be deployed with minimum maintenance cost even in the harshest environments.
3. Lower energy usage – Various studies have shown that pipelines that are internally coated use less energy for pumping and compression of products through pipes. This helps in increased saving over time.
4. Clean delivery of products – The inhibitors used for the protection products can also be minimized by the use of coated pipes for delivery of products.
Thus, coating of pipelines can help you in reducing your maintenance cost and at the same time providing a corrosion free reliable protection.
The basic principles of urban gas pipeline coating selection:











| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Casting | API 5CT | Ø48.3~273 x WT2.77~11.43 | J55, K55, N80, L80 |
| Tubing | API 5CT | Ø48.3~273 x WT2.77~11.43 | J55, K55, N80, L80, H40 |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Line Pipes | API 5L | Ø60.3~273.1 x WT2.77~12.7 | A25, A, B, X42, X46, X52, X56, X60, X65, X70, X80 |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Electric-Resistance-Welded Steel Pipes | ASTM A135 | Ø42.2~114.3 x WT2.11~2.63 | A |
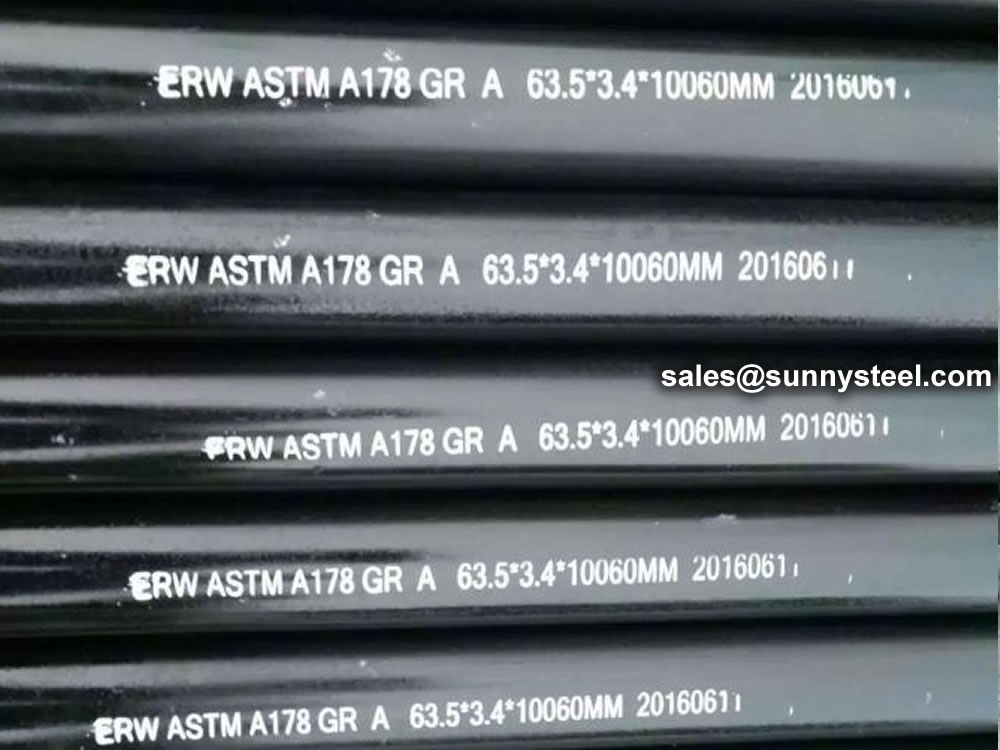
| Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater Tubes | ASTM A178 | 42.2-114.3 x 2.11-2.63 | A, C, D |
| ERW and Hot-dip Galvanized Steel Pipes | ASTM A53 | Ø21.3~273 x WT2.11~12.7 | A, B |
| Pipes for Piling Usage | ASTM A252 | Ø219.1~508 x WT3.6~12.7 | Gr.2, Gr.3 |
| Tubes for General Structural Purpose | ASTM A500 | Ø21.3~273 x WT2.11~12.7 | Gr.2, Gr.3 |
| Square Pipes for General Structural Purpose | ASTM A500 | 25 x 25~160 x 160 x WT1.2~8.0 | Carbon Steel |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Threaded Steel Pipes | DIN 2440 | Ø21~164 x WT2.65~4.85 | Carbon Steel |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Screwed and Socketed Steel Tubes | BS 1387 | Ø21.4~113.9 x WT2~3.6 | Carbon Steel |
| Scaffolding Pipes | EN 39 | Ø48.3 x WT3.2~4 | Carbon Steel |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Carbon Steel Tubes for General Structure Purpose | JIS G3444 | Ø21.7~216.3 x WT2.0~6.0 | Carbon Steel |
| Carbon Steel Tubes for Machine Structure Purpose | JIS G3445 | Ø15~76 x WT0.7~3.0 | STKM11A, STKM13A |
| Carbon Steel Pipes for Ordinary Piping | JIS G3452 | Ø21.9~216.3 x WT2.8~5.8 | Carbon Steel |
| Carbon Steel Pipes for Pressure Service | JIS G3454 | Ø21.7~216.3 x WT2.8~7.1 | Carbon Steel |
| Carbon Steel Rigid Steel Conduits | JIS G8305 | Ø21~113.4 x WT1.2~3.5 | G16~G104, C19~C75, E19~E75 |
| Carbon Steel Rectangular Pipes for General Structure | JIS G3466 | 16 x 16~150 x 150 x WT0.7~6 | Carbon Steel |



Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.

Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.

When you partner with Sunny Steel, you can stop worrying about meeting deadlines thanks to our responsive and timely service. You'll also say goodbye to unnecessary shopping around. Instead, you'll get white glove service from an expert who understands your needs and can get you the materials you need quickly.