EHLA Ultra High Speed Metal Surface Strengthening Remanufacturing
One-stop laser cladding remanufacturing solution with automatic CNC equipment, custom alloy powder formula to extend service life of abrasion-prone industrial metal workpieces.
We deliver complete one-stop total laser cladding technical solutions for industrial clients, covering two core technical routes: conventional laser cladding and self-developed ultra-high speed EHLA laser cladding technology. Laser cladding uses high-energy laser beams to simultaneously melt alloy powder and workpiece substrate; after rapid solidification, a dense metallurgically bonded functional coating forms on part surfaces to boost wear, corrosion and high-temperature oxidation resistance.
Laser additive remanufacturing is a derivative application built on laser cladding, which restores dimensional accuracy and mechanical performance for worn, damaged or mis-machined industrial components. Our technology is widely deployed across petrochemical, metallurgy, power plant, aerospace, rail transit, engineering machinery and mold manufacturing sectors.
Equipped with full automatic fixed laser cladding workstations and mobile robot on-site repair systems, we support both factory batch processing and disassembly-free on-site overhaul for oversized heavy equipment, matching laser strengthening processing for our full series boiler half round tube shields and wear-resistant pipeline fittings.
We independently research full laser thermal processing hardware & control software, owning over 200 patents for laser additive manufacturing, with two exclusive core control systems as technical barriers:
Real-time optical & thermal sensor monitoring of laser spot, molten pool shape and temperature gradient, dynamically adjust laser power and powder feed rate. Accurately lock molten pool tolerance within ±0.25mm and cladding thickness deviation at ±0.10mm, ensuring uniform coating thickness on curved boiler shields and rollers.
Optimize laser scanning path and heat input distribution to minimize internal thermal stress of finished parts, drastically improve coating fatigue resistance, avoid post-processing deformation and micro-cracking risks on thin-wall stainless tube shields.
| Parameter Item | Standard Range | Optional Configuration Description |
|---|---|---|
| Laser Power (W) | 1000 – 10000 | High power for thick conventional cladding |
| Laser Scanning Speed (mm/s) | 0 – 1000 | EHLA process adopts ultra-fast scanning | Powder Feeding Rate (g/min) | 0 – 150 | Coaxial / off-axis dual feeding available |
| Cladding Overlap Rate (%) | 15 – 50 | Adjust per surface flatness requirement | Protective Gas Flow (L/min) | 10 – 20 | Argon shielding anti-oxidation | Nozzle Form | Off-axis / Coaxial | Coaxial for symmetrical molten pool | Powder Conveying Method | Gravity / Pneumatic Feeding | Pneumatic stable for long production runs |
| Process Type | Coating Thickness (mm) | Hardness Range | Substrate Heat Input | Bonding Form | Service Life (Year) | Production Cost |
|---|---|---|---|---|---|---|
| Chromium Electroplating | <0.1 | >700HV | None | Physical Bond | 1 – 1.5 | Low |
| Plasma Spraying | 3 – 4 | Medium | High | Metallurgical Bond | 2 – 3 | Medium | Supersonic Flame Spraying | 0.1 – 0.4 | WC>1000HV | Low | Metallurgical Bond | 2 – 3 | Medium |
| Conventional Laser Cladding | 1 – 2 | 500-600HV | Low | Metallurgical Bond | >5 | High |
| EHLA Ultra High Speed Cladding | 0.02 – 0.4 | 500-600HV | Very Low | Metallurgical Bond | >3 | Low (Equal to Hard Chrome) |
Core EHLA Process Advantage: Cladding efficiency reaches over 1.5 square meters per hour, drastically cut unit processing cost to match electroplating chrome, while delivering metallurgical bonding without easy peeling defects.
We develop and supply over 200 self-owned alloy powder formulas, categorized into 6 core material families for different abrasion, corrosion and high-temperature working environments:
316L, 17-4PH, SS410, SS420, SS440, H13, P20, 40Cr, 45#, 42CrMo; Used for shaft repair, mold reinforcement, low-sulfur boiler tube shield cladding.
Stellite 6 / 21 / 31, Co50, Deloro 50;
High-temperature wear & oxidation resistance; furnace rollers, 309S/310S tube shields.
IN718, IN625, Waspalloy, Rene series;
Sulfur & acid corrosion resistance; CFB boiler flue parts, petrochemical valves.
TC4, TA15, TiAl;
Lightweight high-strength; aerospace turbine blade repair.
WC, SiC tungsten carbide composite;
Extreme anti-slurry impact; mining picks, slurry pipeline elbows.
AlSi, AlCu series;
Surface restoration for light industrial aluminum components.
Both modes adopt unified ImageSense closed-loop control and identical alloy powder formulas to guarantee consistent coating quality.
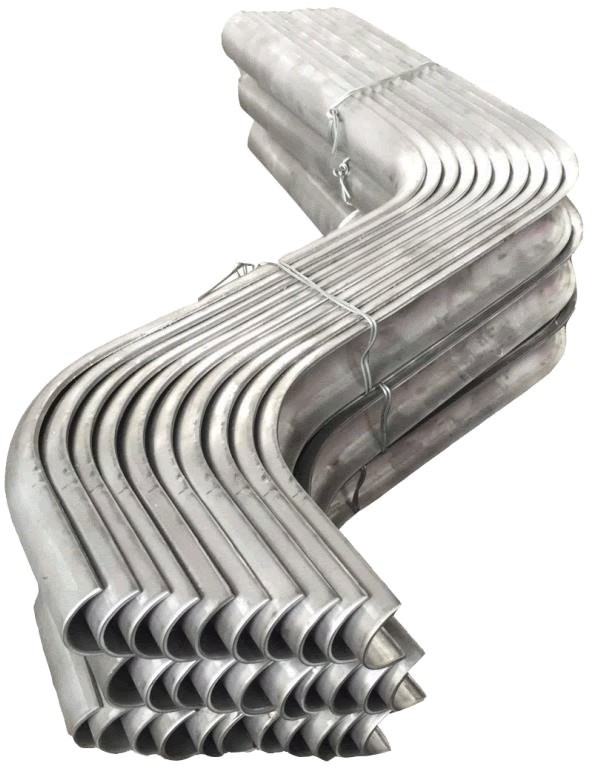
SS410/420/430/309S/310S boiler half round tube shields, economizer pipes, ash conveying elbows, fan impellers, turbine rotor sleeves.
High-temperature valve cores, reactor liners, corrosion-resistant pump shafts, slurry pipeline fittings.
| Service Item | Core Function | Applicable Workpiece |
|---|---|---|
| Conventional / EHLA Laser Cladding | Anti-wear anti-corrosion functional coating forming | Boiler shields, metallurgical rollers, mining components |
| Laser Cleaning Rust Removal | Pre-treatment oxide & ash scale clearing | All parts before cladding processing |
| Laser Surface Quenching | Local substrate hardening without overlay coating | Gears, mold cavity local reinforcement |
| Laser Additive Repair (DED) | Large defect dimension recovery | Cracked pipe fittings, broken mechanical shafts |
1. On-site mobile repair: Isolate flammable materials, equip special laser fire extinguishers during operation.
2. Welding / Cladding preheating rule: Martensitic steel workpieces need targeted preheating to avoid cold cracks after laser deposition.
3. Finish machining control: Low feed rate turning to prevent coating overheating microcracks.
4. Annual inspection tip: Regularly check cladding layer peeling, abrasion thickness for power plant boiler components.
5. Storage rule: Separated foam packaging for finished cladding parts to avoid coating scratch collision.
1. Dual technical route matching: Heavy thick cladding for mining; thin low-deformation EHLA for precision thin boiler tube shields, avoid over-spec cost waste.
2. ImageSense + DynamicHeat dual proprietary control system, stable coating quality on irregular curved surfaces.
3. 200+ verified alloy powder database, shorten customer sample testing cycle drastically.
4. Factory + mobile dual service layout, satisfy mass batch and emergency on-site overhaul demands simultaneously.
5. All equipment fully self-developed 100% domestic, open architecture for production line integration.
Customizable items: Alloy powder formula, single/multi-layer coating thickness, scanning parameters, dedicated fixture for special-shaped boiler shields & rollers.
Free sample trial for new customers: Small workpiece cladding test with full performance test reports before mass orders.
Extra support: On-site industrial abrasion condition survey, long-term bulk processing framework contracts for power plant annual overhaul projects.
Small cladded parts: Foam separated + fumigated wooden cases.
Large metallurgical rollers & heavy components: Fixed on steel pallets, stretch film full moisture-proof wrapping.
Support FOB/CFR/CIF trade terms, sea & land transport options, all inspection documents attached for overseas factory acceptance.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

A half pipe sleeve is a piping device, which is placed on a pipe to protect it against the aliments.
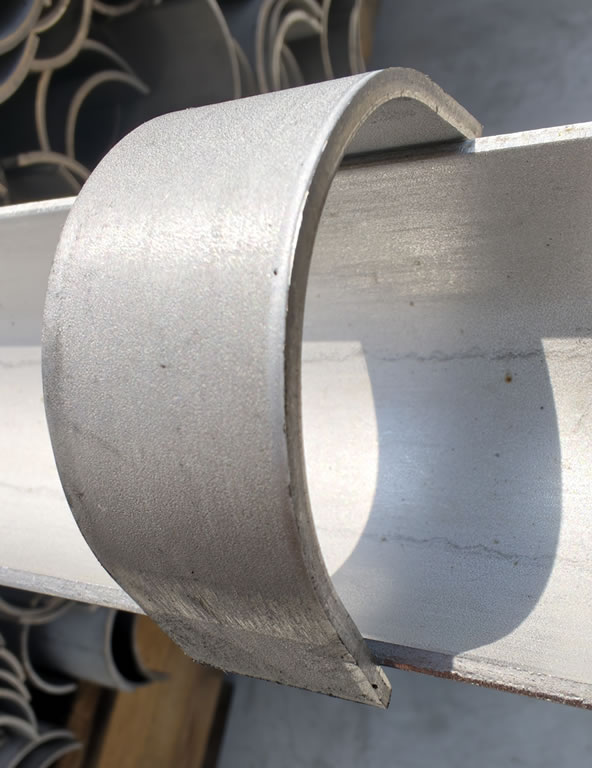
Read moreSnap rings are used in conjunction with boiler tubes erosion shields, which is a clip that easily installs boiler tubes erosion shields to the tube.
Read moreA stainless boiler tube shield is a piping device, which is placed on a pipe to protect it against the aliments.


Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.

Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.

When you partner with Sunny Steel, you can stop worrying about meeting deadlines thanks to our responsive and timely service. You'll also say goodbye to unnecessary shopping around. Instead, you'll get white glove service from an expert who understands your needs and can get you the materials you need quickly.