5D Bend Pipe
5D Bend Pipe - industrial steel pipe

15CrMoG bending is a pipe bend that used in high-pressure boiler of heating surface tubes.
15CrMoG bending is a pipe bend that used in high-pressure boiler (working pressure 9.8MPa or more generally, the working temperature between 450650 of heating surface tubes, header, economizer, superheater, reheater and so on. Its performance is much higher than the general seamless steel pipe, because the inside of this tube contains CR more, its alloy steel tube high temperature, low-temperature, corrosion resistance of other seamless steel tubes, so the alloy tube in the petroleum, chemical, electric power, boiler and other industries are more widely used.
15CrMoG is a type of steel commonly used in power generation equipment and industrial boilers. Bending refers to the process of shaping or curving the steel to a desired angle or shape without breaking or damaging it. Therefore, 15CrMoG bending could refer to the process of shaping this specific type of steel using bending machines or techniques to create certain components or structures for boilers or other equipment.
The production method of seamless steel pipe can be roughly divided into cross rolling method (menesmann method) and extrusion method. The cross rolling method (menesmann method) is to pierce the tube blank with the cross roll first, and then extend it with the rolling mill. This method is fast in production, but requires high machinability of tube blank. It is mainly suitable for producing carbon steel and low alloy steel tube, 15crmo equivalent ASTM material tube.
In the face of domestic and foreign steel situation, based on the advantages of production and inventory, we have established our own processing center, and our manufacturing includes different types. Steel 15CrMo equivalent ASTM material surface treatment such as steel pretreatment (shot peening and shop primer), steel galvanizing; steel structure processing such as cutting, drilling, milling, turning, bending, welding, etc.
The mechanical properties of 15CrMo equivalent ASTM material, boiler pressure components steel include strength, plasticity, toughness and fatigue properties. Temperature has a great influence on the mechanical properties of steel. With the increase of temperature, the yield limit of all kinds of steel will monotonically decrease, but the tensile strength will rise to a high peak at a certain temperature, and then decrease.
The main competitive means adopted by major domestic ports are to expand ports, build deep-water berths and channels, improve service quality to reduce the comprehensive cost of customers, and at the same time, to improve competitive advantage, we should also take appropriate measures to reduce relevant costs and prices.




Standard: GB 5310
Relative grades: 20G, 20MnG, 15MoG, 15CrMoG, 12Cr2MoG, 12Cr1MoVG. After consultation, can also supply other grades of steel.
15CrMoG Alloy steel pipe is a seamless steel tube, its performance is much higher than the general seamless steel pipe, because the inside of this tube contains CR more, its alloy steel tube high temperature, low-temperature, corrosion resistance of other seamless steel tubes, so the alloy tube in the petroleum, chemical, electric power, boiler and other industries are more widely used.
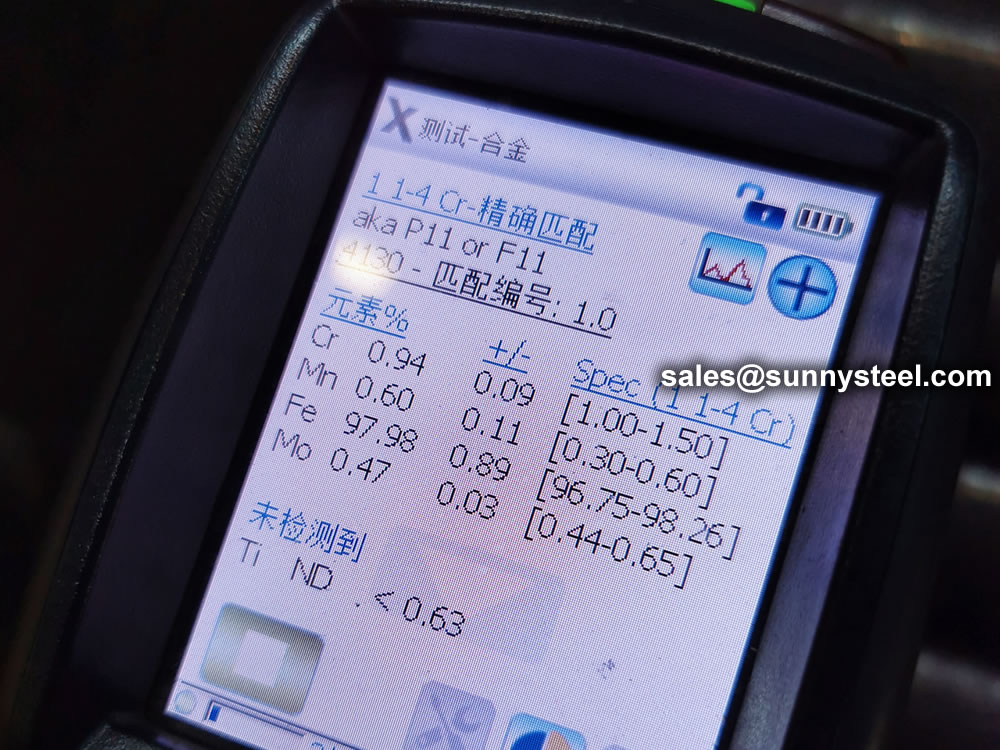
The chemical composition of 15CrMoG alloy pipe plays a crucial role in its mechanical properties and performance. The presence of 15% chromium and molybdenum imparts excellent high-temperature strength and creep resistance. Additionally, the alloy contains carbon, manganese, silicon, and small amounts of other elements, contributing to its overall properties.
The chemical composition of 15CrMoG alloy steel is as follows:
| Material | C | Mn | Si | Cr | Mo | Ni | Nb+Ta | S | P |
|---|---|---|---|---|---|---|---|---|---|
| 15CrMo | 0.12~0.18 | 0.40~0.70 | 0.17~0.37 | 0.80~1.10 | 0.40~0.55 | ≤0.30 | _ | ≤0.035 | ≤0.035 |
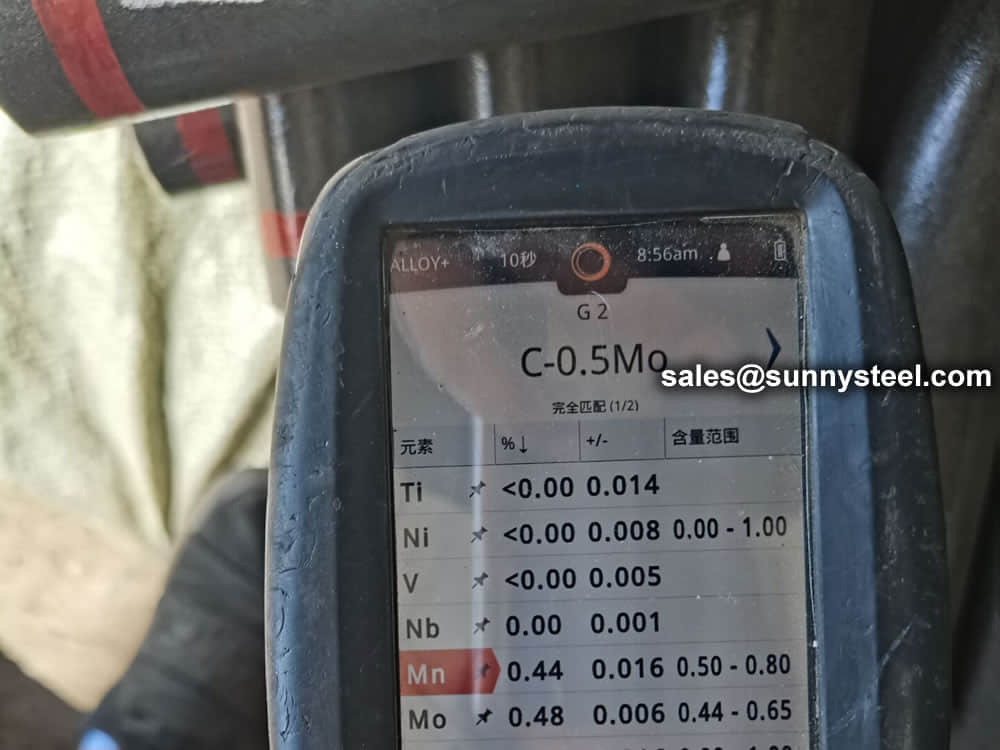
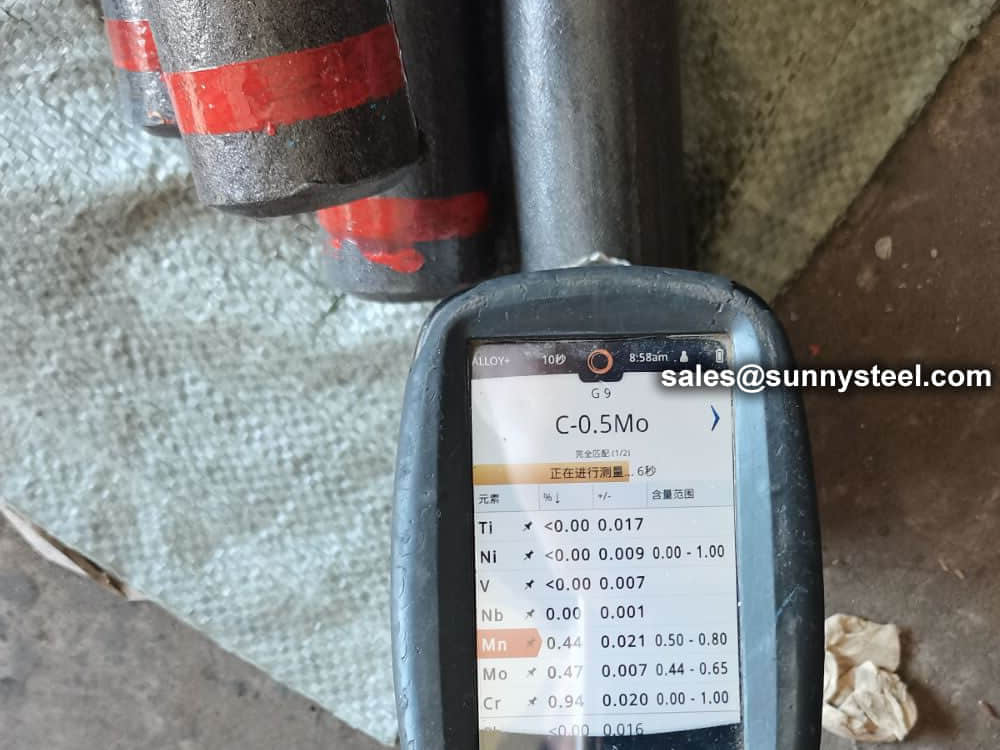
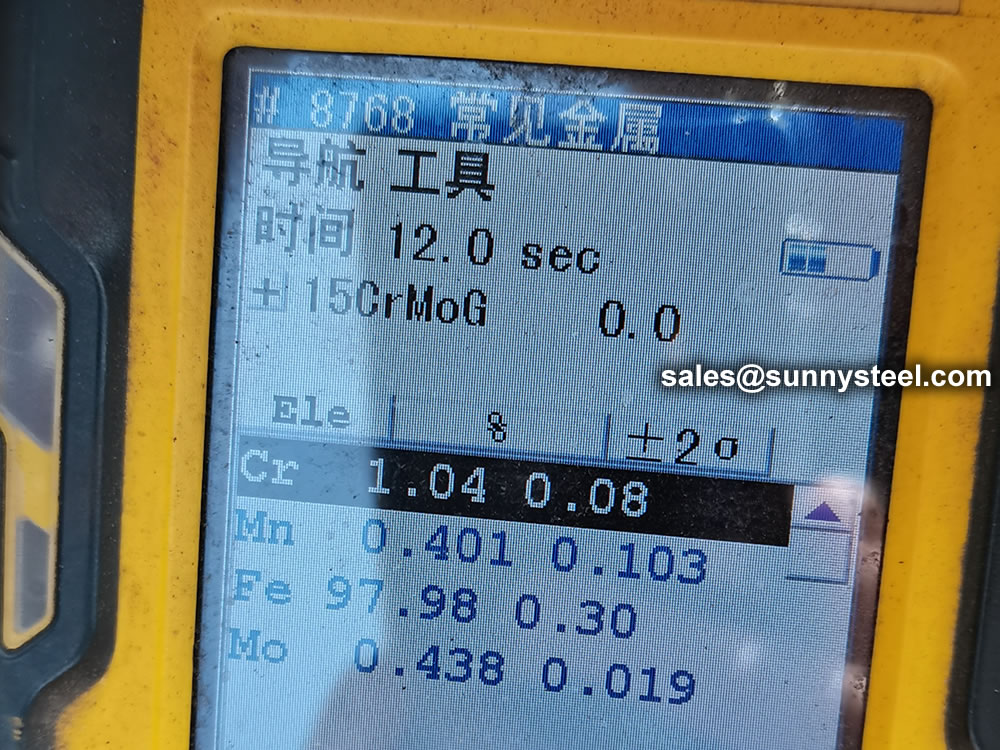
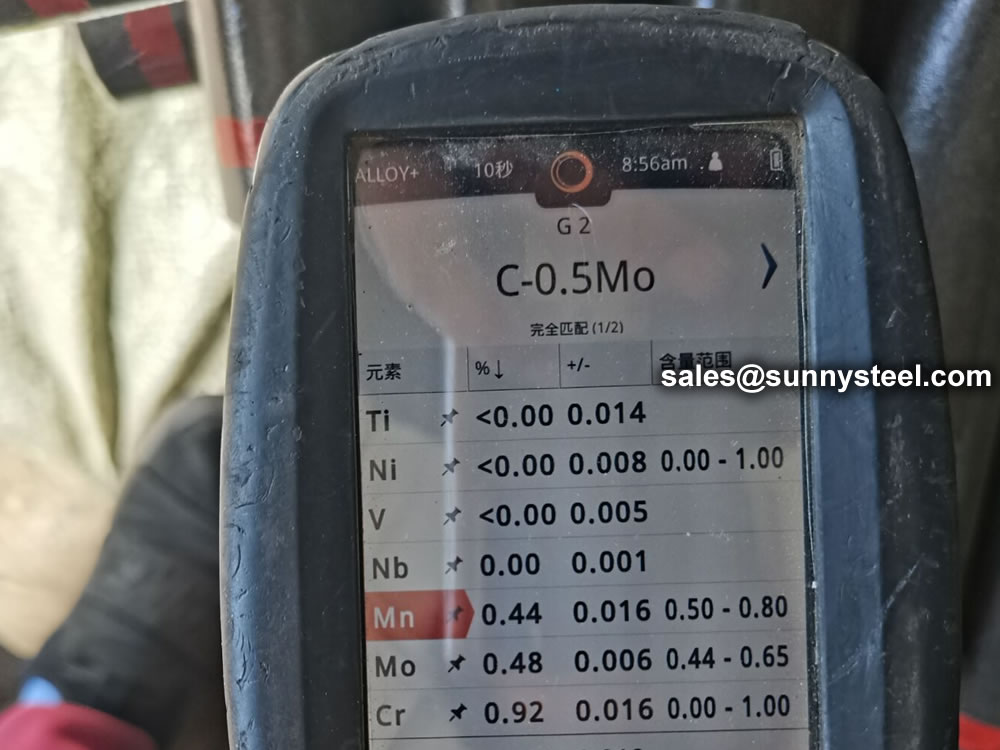
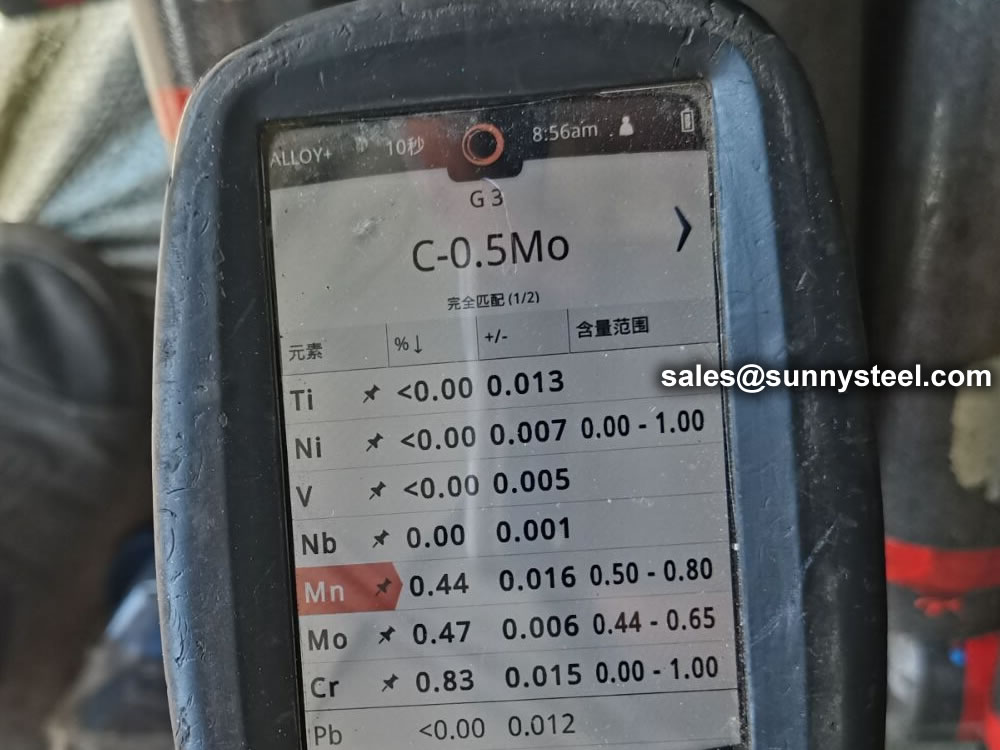
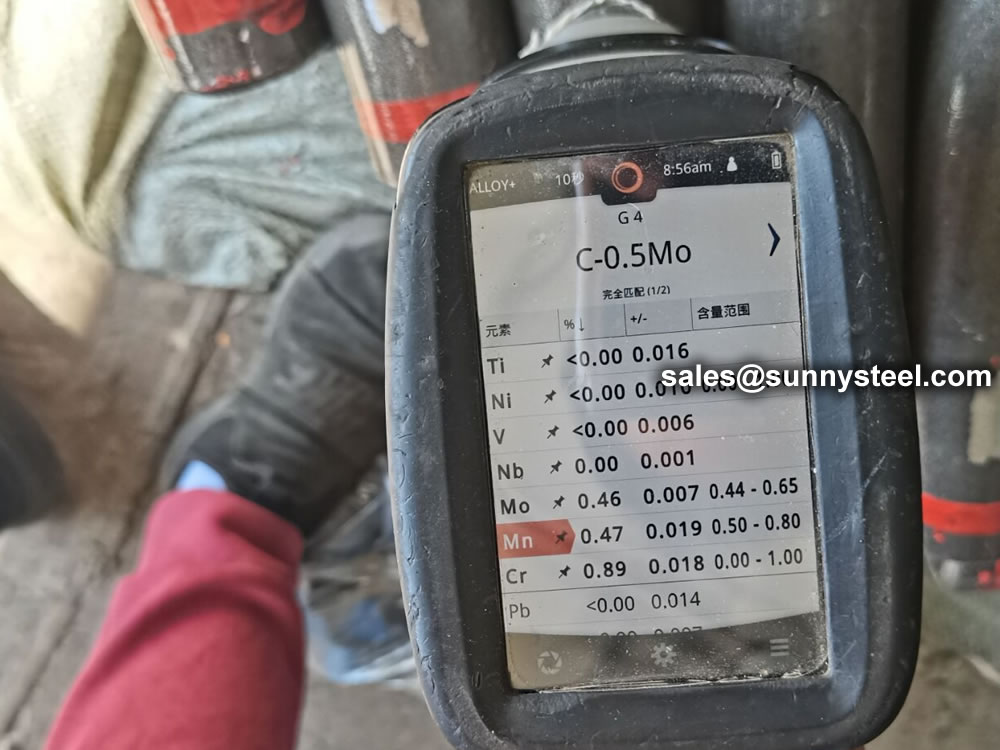
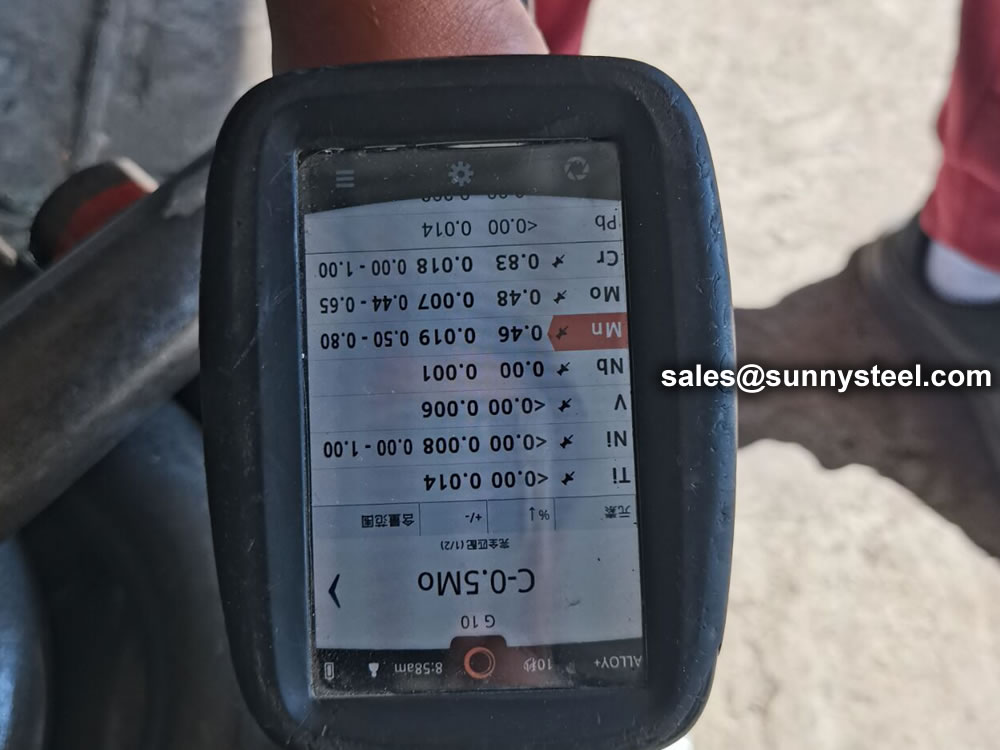
To perform a PMI test on a 15CrMoG alloy pipe, you typically use handheld or portable X-ray fluorescence (XRF) analyzers or optical emission spectrometers.



| Material | Yield strength σs/MPa (>=) | Tensile strength σb/MPa (>=) | Elongation δ5/% (>=) |
|---|---|---|---|
| 15CrMo | 440~640 | 235 | 21 |
The mechanical properties of 15CrMoG alloy pipe are impressive, making it suitable for use in extreme conditions. It exhibits high tensile strength, superior toughness, and exceptional resistance to deformation under high pressures and temperatures.
| Country | Standard | Material |
|---|---|---|
| USA | SAE/AISI/UNS | - |
| Germany | DIN,WNr | 15CrMO | 1.7262 |
| China | GB | 15CrMo |
| Japan | JIS | SCM415 |
| France | AFNOR | 15CD4.05 |
| England | BS | 1501-620 | Cr31 |
| Italy | UNI | - |
| Poland | PN | - |
| Czechia | CSN | - |
| Austria | ONORM | - |
| Sweden | SS | - |
| Spain | UNE | - |
Heat treatment is a highly effective means of improving and modifying the properties of 15CrMo alloy round steel. It plays a very important role in product reliability and economy. Heat treatment of 15CrMo alloy round steel usually includes ordinary heat treatment (annealing, normalising, quenching, tempering) and surface heat treatment (surface quenching and chemical heat treatment - carburising, nitriding, metallising, etc.).
In mechanical engineering, many machine parts, such as crankshafts, gears, camshafts of internal combustion engines and gears in important reduction gears, require not only sufficient toughness, plasticity and bending strength in the core, but also a high surface thickness within a certain thickness. hardness, high wear resistance and high fatigue strength. It is difficult to meet the above performance requirements simultaneously with the above various overall heat treatment methods, and the use of surface heat treatment is the most effective method to meet these performance requirements simultaneously.
Surface heat treatment is a heat treatment method that changes the surface properties of 15CrMo alloy round steel by changing the structure of the surface layer.
Surface quenching is a heat treatment that gradually changes the surface structure without changing the chemical composition of the surface. It can be carried out by high-frequency, medium-frequency or power-frequency induction heating method or flame heating method. The common feature is that the surface of 15CrMo alloy round steel is quickly heated to the quenching temperature, and when the heat is not transferred to the core of the part, it is quickly cooled, so that the surface hardness is high, but the core still has high toughness.
Chemical heat treatment is a heat treatment method that changes the chemical composition and structure of the surface layer of 15CrMo alloy round steel. Chemical heat treatment can be divided into methods such as carburizing, nitriding, carbonitriding and metallising according to the different elements infiltrated on the surface of 15CrMo alloy round steel. It is very effective in improving and enhancing the wear resistance, corrosion resistance and fatigue resistance of 15CrMo alloy round steel. At present, chemical heat treatment has developed rapidly, and there are many applications of new technologies.
15CrMoG alloy pipe heat treatment: Normalizing and tempering
| W.T.(S) | Tolerance of W.T. | |
|---|---|---|
| <3.5 | +15%(+0.48mm min) | |
| -10%(+0.32mm min) | ||
| 3.5-20 | +15%,-10% | |
| >20 | D<219 | ±10% |
| D≥219 | +12.5%,-10% | |
The principle of purifying hydrogen from 15CrMoG alloy pipe is that, at 300-500 ℃, hydrogen is adsorbed on the side of the 15CrMoG alloy steel tube, and the hydrogen is absorbed on the 1515CrMoG alloy steel pipe wall, because of the lack of two electrons in the 4d electron layer of palladium, It can produce unstable chemical bonds with hydrogen (this reaction of palladium and hydrogen is reversible), under the action of Palladium, hydrogen is ionized to proton its radius is 1.5x1015m, and the lattice constant of palladium is 3.88x10-10m (20 ℃), so it can pass 15CrMoG alloy steel pipe, Under the action of Palladium, protons are combined with electrons to form hydrogen molecules, escaping from the other side of the 15CrMoG alloy steel tube.
For high-pressure boiler (working pressure 9.8MPa or more generally, the working temperature between 450℃-650℃) of heating surface tubes, header, economizer, superheater, reheater and so on.
Classification, code
a) Hot rolled steel pipe, codenamed WH;
b) Cold drawn steel pipe, codenamed WC.
The steel tubes shall be delivered in a heat treated condition.
Length: 5800mm; 6000mm; 6096mm; 7315mm; 11800mm; 12000mm; and so on.
Max length: 16000mm, also U bending can be offered.
This inventory is part of the inventory, demand and other models in stock or order materials, please contact us.

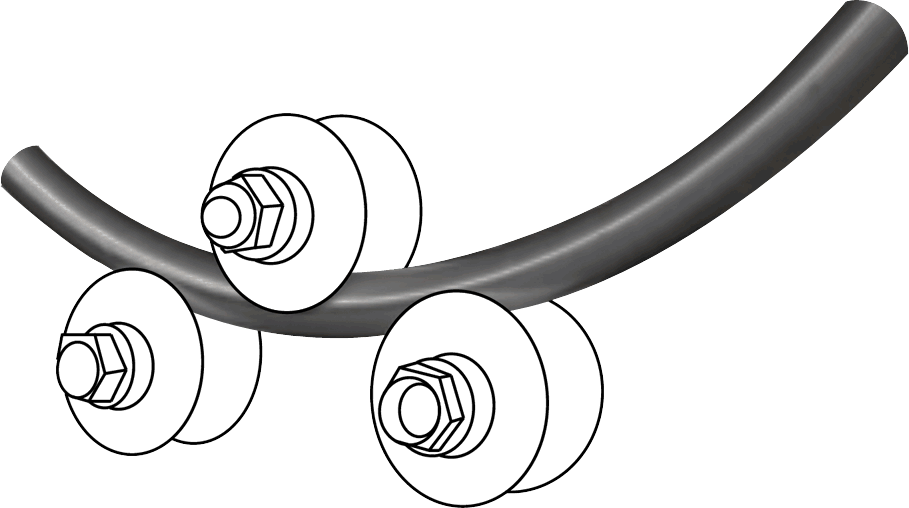
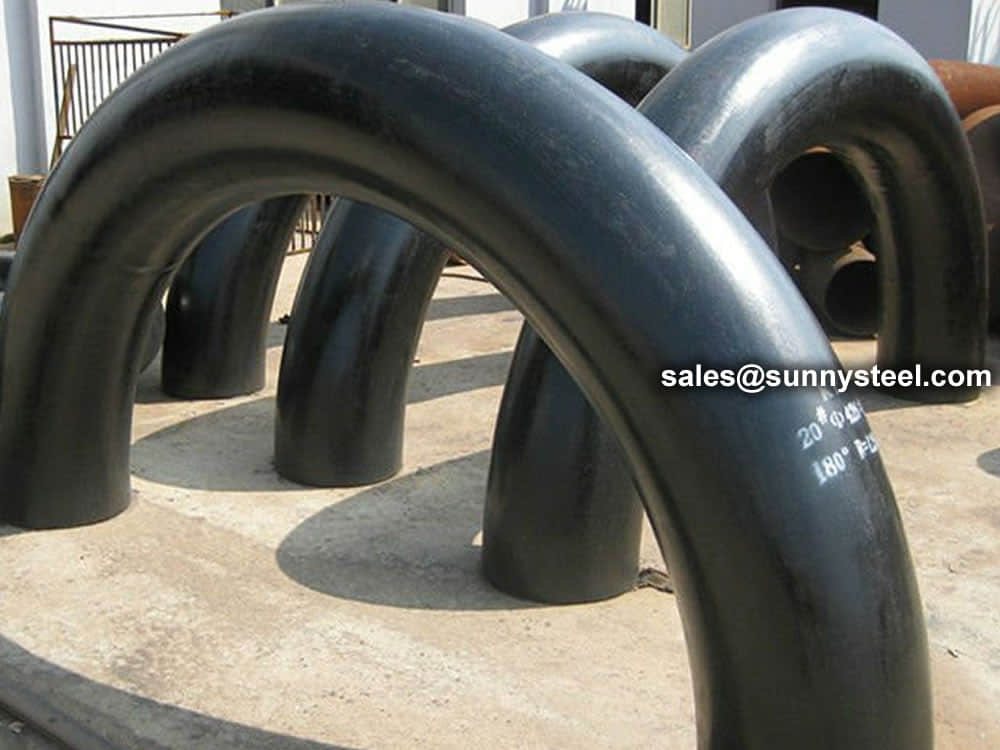
Pipe Bend Manufacturing Process
A pipe bend is a change in direction within a piping system, commonly referred to as an offset.
Pipe bends are usually custom manufactured using bending machines and are designed for specific routing requirements. Unlike elbows, bends provide a smoother flow path and reduced turbulence.
The most common bend radii used in industry are 1.5D, 3D, 5D and 10D. Long-radius bends generally provide lower pressure loss and improved flow performance.
Pipe bends are widely used in chemical processing, oil & gas, power generation, shipbuilding, metallurgy and many other industrial applications.
Bend pipes are available in various radii including 3D, 4D, 5D, 8D and 10D configurations. For example, the centerline radius of a 5D bend equals five times the nominal pipe diameter.
Modern pipe bending equipment enables highly accurate manufacturing with excellent dimensional control and repeatability.
| Item | Pipe Bend | Elbow |
|---|---|---|
| Radius | More than 2D | 1D to 2D |
| Flow Performance | Smoother Flow | Higher Turbulence |
| Pressure Drop | Lower | Higher |
| Manufacturing | Bending Process | Fitting Fabrication |
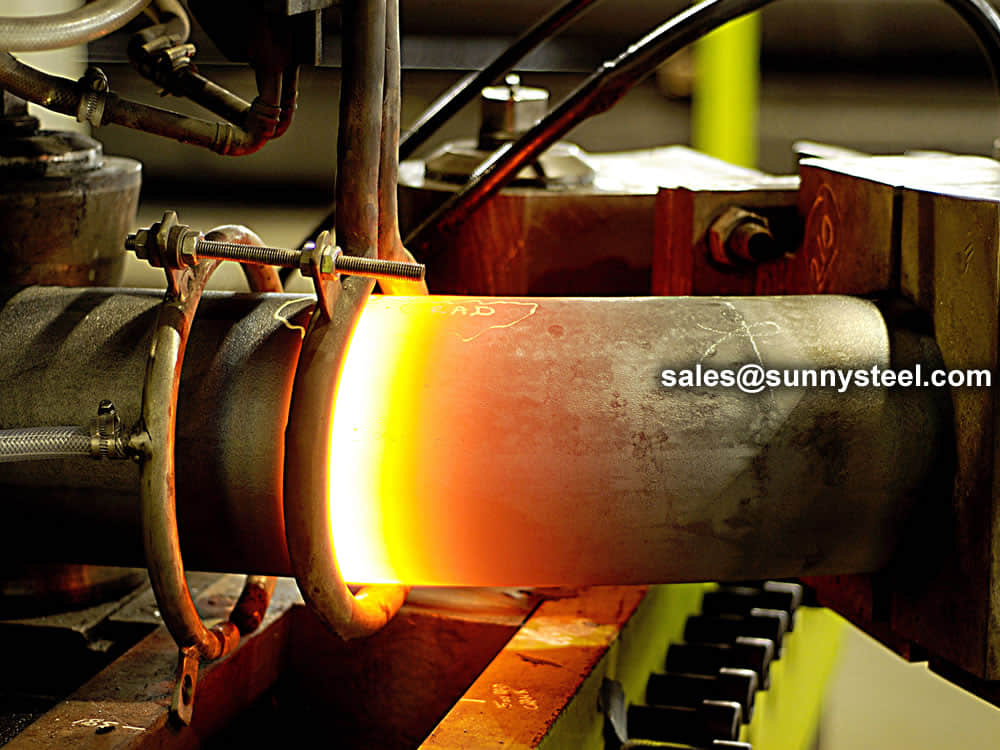
Uses localized induction heating to produce precise large-radius bends while maintaining material properties.
An economical bending method commonly used in fabrication workshops and exhaust manufacturing.
Suitable for producing very large radii in construction and structural applications.
Produces high-quality bends with minimal deformation and excellent dimensional accuracy.
Frequently used when consistent diameter and superior surface finish are required.
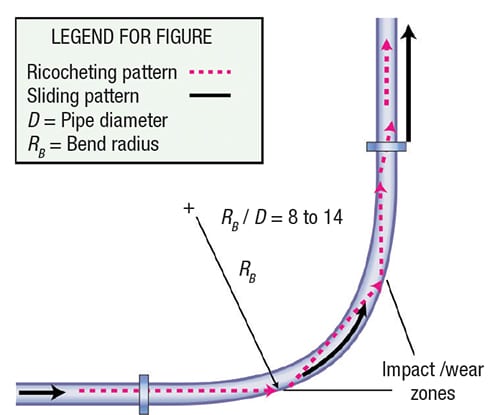
Typical flow patterns and wear zones in a long-radius bend.
Long-radius bends provide a gradual change in flow direction and help reduce particle impact and pipe wear.
Common bend classifications include:
| Dimensions | Standards |
|---|---|
| Outside Diameter | 1/2" – 36" |
| Bending Radius | 3D, 5D, 10D or Custom |
| Angle | Up to 180° |
| Wall Thickness | SCH5 to XXS |
| Materials | Carbon Steel, Stainless Steel, Alloy Steel, Duplex and Nickel Alloys |
The bend is used to change the direction of run of pipe.it advantage is can matach long distance transition requirements,so it is commonly that bends dimension according to customer design.
Formula:L = R x BL = Length of pipe requiredR = Radius of bendB = Constant from table used to find “L”L =30 x 1.5705 =47.115 in.or 47-1/8”
Standards accord to:
Pressure: SCH5 to SCH160
Bending radius(R): R=3D, 5D, 7D and 12D
Bending angle (θ):15°, 30°, 45°, 60°, 90°, 135°, 180°
Outer diamete(D): D≤1800mm
Wall thickness(T): T≤120mm
Straight Length (L): The length between two ends general from 300mm-1500mm
Example: Find the length of pipe required to make a 90 bend with a radius of 30"
| Nominal pipe | Outside Diameter at Bevel | Center to End | ||||
|---|---|---|---|---|---|---|
| DN size | D1 | D2 | C | M | ||
| Series A | Series B | Series A | Series B | |||
| 20×15 | 26.9 | 25 | 21.3 | 18 | 29 | 29 |
| 25×20 | 33.7 | 32 | 26.9 | 25 | 38 | 38 |
| 25×15 | 33.7 | 32 | 21.3 | 18 | 38 | 38 |
| 32×25 | 42.4 | 38 | 33.7 | 32 | 48 | 48 |
| 32×20 | 42.4 | 38 | 26.9 | 25 | 48 | 48 |
| 32×15 | 42.4 | 38 | 21.3 | 18 | 48 | 48 |
| 40×32 | 48.3 | 45 | 42.4 | 38 | 57 | 57 |
| 40×25 | 48.3 | 45 | 33.7 | 32 | 57 | 57 |
| 40×20 | 48.3 | 45 | 26.7 | 25 | 57 | 57 |
| 40×15 | 48.3 | 45 | 21.3 | 18 | 57 | 57 |
| 50×40 | 60.3 | 57 | 48.3 | 45 | 64 | 60 |
| 50×32 | 60.3 | 57 | 42.4 | 38 | 64 | 57 |
| 50×25 | 60.3 | 57 | 33.7 | 32 | 64 | 51 |
| 50×20 | 60.3 | 57 | 26.9 | 25 | 64 | 44 |
| 65×50 | 76.1(73) | 76 | 60.3 | 57 | 76 | 70 |
| 65×40 | 76.1(73) | 76 | 48.3 | 45 | 76 | 67 |
| 65×32 | 76.1(73) | 76 | 42.4 | 38 | 76 | 64 |
| 65×25 | 76.1(73) | 76 | 33.7 | 32 | 76 | 57 |
| 80×65 | 88.9 | 89 | 76.1(73) | 76 | 86 | 83 |
| 80×50 | 88.9 | 89 | 60.3 | 57 | 86 | 76 |
| 80×40 | 88.9 | 89 | 48.3 | 45 | 86 | 73 |
| 80×32 | 88.9 | 89 | 42.4 | 38 | 86 | 70 |
| 90×80 | 101.6 | - | 88.9 | - | 95 | 92 |
| 90×65 | 101.6 | - | 76.1(73) | - | 95 | 89 |
| 90×50 | 101.6 | - | 60.3 | - | 95 | 83 |
| 90×40 | 101.6 | - | 48.3 | - | 95 | 79 |
| 100×90 | 114.3 | - | 101.6 | - | 105 | 102 |
| 100×80 | 114.3 | 108 | 88.9 | 89 | 105 | 98 |
| 100×65 | 114.3 | 108 | 76.1(73) | 76 | 105 | 95 |
| 100×50 | 114.3 | 108 | 60.3 | 57 | 105 | 89 |
| 100×40 | 114.3 | 108 | 48.3 | 45 | 105 | 86 |
| 125×100 | 139.7 | 133 | 114.3 | 108 | 124 | 117 |
| 125×90 | 139.7 | - | 101.6 | - | 124 | 114 |
| 125×80 | 139.7 | 133 | 88.9 | 89 | 124 | 111 |
| 125×65 | 139.7 | 133 | 76.1(73) | 76 | 124 | 108 |
| 125×50 | 133 | 60.3 | 57 | 124 | 105 | |
| 150×125 | 168.3 | 159 | 139.7 | 133 | 143 | 137 |
| 150×100 | 168.3 | 159 | 114.3 | 108 | 143 | 130 |
| 150×90 | 168.3 | - | 101.6 | - | 143 | 127 |
| 150×80 | 168.3 | 159 | 88.9 | 89 | 143 | 124 |
| 150×65 | 168.3 | 159 | 76.1(73) | 76 | 143 | 121 |
| 200×150 | 219.1 | 219 | 168.3 | 159 | 178 | 168 |
| 200×125 | 219.1 | 219 | 139.7 | 133 | 178 | 162 |
| 200×100 | 219.1 | 219 | 114.3 | 108 | 178 | 156 |
| 200×90 | 219.1 | - | 101.6 | - | 178 | 152 |
| 200×200 | 273 | 273 | 219.1 | 219 | 216 | 208 |
| 200×150 | 273 | 273 | 168.3 | 159 | 216 | 194 |
| 200×125 | 273 | 273 | 139.7 | 133 | 216 | 191 |
| 200×100 | 273 | 273 | 114.3 | 108 | 216 | 184 |
| 300×250 | 323.9 | 325 | 273 | 273 | 254 | 241 |
| 300×200 | 323.9 | 325 | 219.1 | 219 | 254 | 229 |
| 300×150 | 323.9 | 325 | 168.3 | 159 | 254 | 219 |
| 300×125 | 323.9 | 325 | 139.7 | 133 | 254 | 216 |
| 350×300 | 355.6 | 377 | 323.9 | 325 | 279 | 270 |
| 350×250 | 355.6 | 377 | 273 | 273 | 279 | 257 |
| 350×200 | 355.6 | 377 | 219.1 | 219 | 279 | 248 |
| 350×150 | 355.6 | 377 | 168.3 | 159 | 279 | 238 |
| 400×350 | 406.4 | 426 | 355.6 | 377 | 305 | 305 |
| 400×300 | 406.4 | 426 | 323.9 | 325 | 305 | 295 |
| 400×250 | 406.4 | 426 | 273 | 273 | 305 | 283 |
| 400×200 | 406.4 | 426 | 219.1 | 219 | 305 | 273 |
| 400×150 | 406.4 | 426 | 168.3 | 159 | 305 | 264 |
| 450×400 | 457.2 | 478 | 406.4 | 426 | 343 | 330 |
| 450×350 | 457.2 | 478 | 355.6 | 377 | 343 | 330 |
| 450×300 | 457.2 | 478 | 323.9 | 325 | 343 | 321 |
| 450×250 | 457.2 | 478 | 273 | 273 | 343 | 308 |
| 450×200 | 457.2 | 478 | 219.1 | 219 | 343 | 298 |
| 500×450 | 508 | 529 | 457.2 | 478 | 381 | 368 |
| 500×100 | 508 | 529 | 406.4 | 426 | 381 | 356 |
| 500×350 | 508 | 529 | 355.6 | 377 | 381 | 356 |
| 500×300 | 508 | 529 | 323.9 | 325 | 381 | 346 |
| 500×250 | 508 | 529 | 273 | 273 | 381 | 333 |
| 500×200 | 508 | 529 | 219.1 | 219 | 381 | 324 |
| 550×500 | 559 | - | 508 | - | 419 | 406 |
| 550×450 | 559 | - | 457 | - | 419 | 394 |
| 550×400 | 559 | - | 406 | - | 419 | 381 |
| 600×550 | 610 | - | 559 | - | 432 | 432 |
| 600×550 | 610 | 630 | 508 | 530 | 432 | 432 |
| 600×450 | 610 | 630 | 457 | 480 | 432 | 419 |
| 650×600 | 660 | - | 610 | - | 495 | 483 |
| 650×550 | 660 | - | 559 | - | 495 | 470 |
| 650×500 | 660 | - | 508 | - | 495 | 457 |
| 700×650 | 711 | - | 660 | - | 521 | 521 |
| 700×600 | 711 | 720 | 610 | 630 | 521 | 508 |
| 700×550 | 711 | - | 559 | - | 521 | 495 |
| 750×700 | 762 | - | 711 | - | 559 | 546 |
| 750×650 | 762 | - | 660 | - | 559 | 546 |
| 750×600 | 762 | - | 610 | - | 559 | 533 |
| 800×750 | 813 | - | 762 | - | 597 | 584 |
| 800×700 | 813 | 820 | 711 | 720 | 597 | 572 |
| 800×650 | 813 | - | 660 | - | 597 | 572 |
| 850×800 | 864 | - | 813 | - | 635 | 622 |
| 850×750 | 864 | - | 762 | - | 635 | 610 |
| 850×700 | 864 | - | 711 | - | 635 | 597 |
| 900×850 | 914 | - | 864 | - | 673 | 660 |
| 900×800 | 914 | 920 | 813 | 820 | 673 | 648 |
| 900×750 | 914 | - | 762 | - | 673 | 635 |
| 950×900 | 965 | - | 914 | - | 711 | 711 |
| 950×850 | 965 | - | 864 | - | 711 | 698 |
| 950×800 | 965 | - | 813 | - | 711 | 686 |
| 1000×950 | 1016 | - | 965 | - | 749 | 749 |
| 1000×900 | 1016 | 1020 | 914 | 920 | 749 | 737 |
| 1000×8500 | 1016 | - | 864 | - | 749 | 724 |
| 1000×1000 | 1067 | - | 1016 | - | 762 | 711 |
| 1050×950 | 1067 | - | 965 | - | 762 | 711 |
| 1050×900 | 1067 | - | 914 | - | 762 | 711 |
| 1100×1050 | 1118 | - | 1067 | - | 813 | 762 |
| 1100×1000 | 1118 | 1120 | 1016 | 1020 | 813 | 749 |
| 1100×950 | 1118 | - | 965 | - | 813 | 737 |
| 1150×1100 | 1168 | - | 1118 | - | 851 | 800 |
| 1150×1050 | 1168 | - | 1067 | - | 851 | 787 |
| 1150×1000 | 1168 | - | 1016 | - | 851 | 775 |
| 1200×1150 | 1220 | - | 1168 | - | 889 | 838 |
| 1200×1100 | 1220 | 1220 | 1118 | 1120 | 889 | 838 |
| 1200×1050 | 1220 | - | 1067 | - | 889 | 813 |
Just before the final delivery, our merchandise are stringently checked by a team of quality analyzers on varied parameters, which guarantee their flawlessness and durability. In addition, clients can avail these goods from us at competitive rates.
Pipe bends play a vital role in flow control systems, allowing the smooth and efficient redirection of fluids and gases. These components are designed to change the direction of piping systems, allowing the fluid or gas to flow around obstacles or corners with minimal turbulence or pressure loss. By minimising friction and pressure drop, pipe bends help maintain optimum flow rates, reduce energy consumption and improve overall system performance.

A steel pipe reducer is used to connect pipes of different diameters and ensure smooth flow transitions within piping systems.
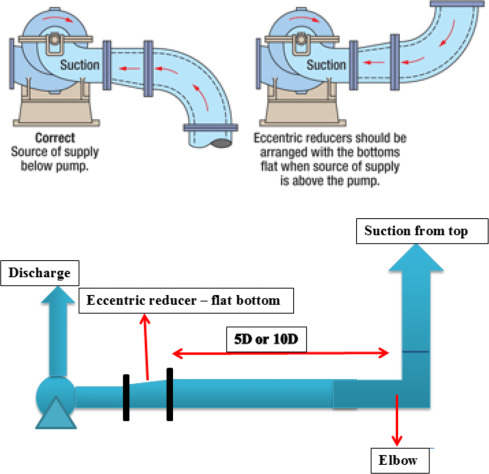
The length of the reduction is generally equal to the average of the larger and smaller pipe diameters. Reducers may function as diffusers or nozzles and are commonly used to connect piping systems of different sizes while maintaining efficient flow characteristics.
Steel reducers are widely used in chemical plants, power stations, oil & gas facilities, pharmaceutical systems and industrial processing pipelines. They help compensate for expansion, vibration and alignment issues while improving overall system reliability.

Pipe fitting dimensions are in either metric or Standard English.
Because pipe fitting covers Pipe Fitting Dimensions several aspects, only the most common pipe fitting sizes can be given here. The most applied version is the 90° long radius and the 45° elbow, while the 90° short radius elbow is applied if there is too little space. The function of a 180° elbow is to change direction of flow through 180°. Both, the LR and the SR types have a center to center dimension double the matching 90° elbows. These fittings will generally be used in furnesses or other heating or cooling units.
Some of the standards that apply to buttwelded fittings are listed below. Many organizations such as ASME, ASTM, ISO, MSS, etc. have very well developed standards and specifications for buttwelded fittings. It is always up to the designer to ensure that they are following the applicable standard and company specification, if available, during the design process.
Some widely used pipe fitting standards are as follows:
This is one of the reputed organizations in the world developing codes and standards.
The schedule number for pipe fitting starts from ASME/ANSI B16. The various classifications of ASME/ANSI B16 standards for different pipe fittings are as follows:
This is one of the largest voluntary standards development organizations in the world. It was originally known as the American Society for Testing and Materials (ASTM).
AWWA About – Established in 1881, the American Water Works Association is the largest nonprofit, scientific and educational association dedicated to managing and treating water, the world’s most important resource.
ANSI is a private, non-profit organization. Its main function is to administer and coordinate the U.S. voluntary standardization and conformity assessment system. It provides a forum for development of American national standards. ANSI assigns "schedule numbers". These numbers classify wall thicknesses for different pressure uses.
The Manufacturers Standardization Society (MSS) of the Valve and Fittings Industry is a non-profit technical association organized for development and improvement of industry, national and international codes and standards for: Valves, Valve Actuators, Valve Modification, Pipe Fittings, Pipe Hangers, Pipe Supports, Flanges and Associated Seals
Piping codes imply the requirements of design, fabrication, use of materials, tests and inspection of various pipe and piping system. It has a limited jurisdiction defined by the code. On the other hand, piping standards imply application design and construction rules and requirements for pipe fittings like adapters, flanges, sleeves, elbows, union, tees, valves etc. Like a code, it also has a limited scope defined by the standard.
"Standards" on pipe fittings are based on certain factors like as follows:
BSP is the U.K. standard for pipe fittings. This refers to a family of standard screw thread types for interconnecting and sealing pipe ends by mating an external (male) with an internal (female) thread. This has been adopted internationally. It is also known as British Standard Pipe Taper threads (BSPT )or British Standard Pipe Parallel (Straight) threads (BSPP ). While the BSPT achieves pressure tight joints by the threads alone, the BSPP requires a sealing ring.
This is the Japanese industrial standards or the standards used for industrial activities in Japan for pipe, tube and fittings and published through Japanese Standards Associations.
National Pipe Thread is a U.S. standard straight (NPS) threads or for tapered (NPT) threads. This is the most popular US standard for pipe fittings. NPT fittings are based on the internal diameter (ID) of the pipe fitting.
We are manufacturer of Flange bolts & Nuts and supply high quality
The AN standard was originally designed for the U.S. Military. Whenever, a pipe fitting is AN fittings, it means that the fittings are measured on the outside diameter of the fittings, that is, in 1/16 inch increments.
For example, an AN 4 fitting means a fitting with an external diameter of approximately 4/16″ or ¼”. It is to be noted that approximation is important because AN external diameter is not a direct fit with an equivalent NPT thread.
Dash size is the standard used to refer to the inside diameter of a hose. This indicates the size by a two digit number which represents the relative ID in sixteenths of an inch. This is also used interchangeably with AN fittings. For example, a Dash "8" fitting means an AN 8 fitting.
ISO is the industrial pipe, tube and fittings standards and specifications from the International Organization for Standardization. ISO standards are numbered. They have format as follows:
"ISO[/IEC] [IS] nnnnn[:yyyy] Title" where
| Standard | Specification |
|---|---|
| ASTM A234 | Standard Specification for Piping Fittings of Wrought Carbon Steel and Alloy Steel for Moderate and High Temperature Service |
| ASTM A420 | Standard Specification for Piping Fittings of Wrought Carbon Steel and Alloy Steel for Low-Temperature Service |
| ASTM A234 WPB | ASTM A234 WPB refers to a specific grade of carbon steel pipe fittings, which are widely used in pressure piping and pressure vessel fabrication for service at moderate and elevated temperatures. |
| ASME B16.9 | ASME B16.9 Standard covers overall dimensions, tolerances,ratings, testing, and markings for factory-made wrought buttwelding fittings in sizes NPS 1⁄2 through NPS 48 (DN 15 through DN 1200). |
| ASME B16.28 | ASME B16.28 Standard covers ratings, overall dimensions, testing, tolerances, and markings for wrought carbon and alloy steel buttwelding short radius elbows and returns. |
| MSS SP-97 | MSS SP-97 Standard Practice covers essential dimensions, finish, tolerances, testing, marking, material, and minimum strength requirements for 90 degree integrally reinforced forged branch outlet fittings of buttwelding, socket welding, and threaded types. |
| ASTM A403 | Standard Specification for Wrought Austenitic Stainless Steel Piping Fittings. |
| DIN | EN | ASME |
|---|---|---|
| St 35.8 I St 35.8 III 15 Mo 3 13 CrMo 4 4 10 CrMo 9 10 St 35 N St 52.0 St 52.4 |
P235GH-TC1 P235GH-TC2 16Mo3 13CrMo4-5 10CrMo9-10 X10CrMoVNb9-1 P215NL P265NL L360NB L360NE P355N P355NL1 P355NH |
WPB WPL6 WPL3 WPHY 52 WP11 WP22 WP5 WP9 WP91 WP92 |
Visual Inspection is conducted on fittings to check any surface imperfections. Both fittings body and weld are checked for any visible surface imperfections such as dents, die marks, porosity, undercuts, etc. Acceptance as per applicable standard.









For packing of carbon steel flanges with painting,we would use the bubble wrap to protect the painting.For flanges without painting or oiled with long-term shipment,we would suggest client to use the anti-tarnish paper and plastic bag to prevent the rust.


Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.

Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.

When you partner with Sunny Steel, you can stop worrying about meeting deadlines thanks to our responsive and timely service. You'll also say goodbye to unnecessary shopping around. Instead, you'll get white glove service from an expert who understands your needs and can get you the materials you need quickly.