Pre-Galvanized Steel Pipe
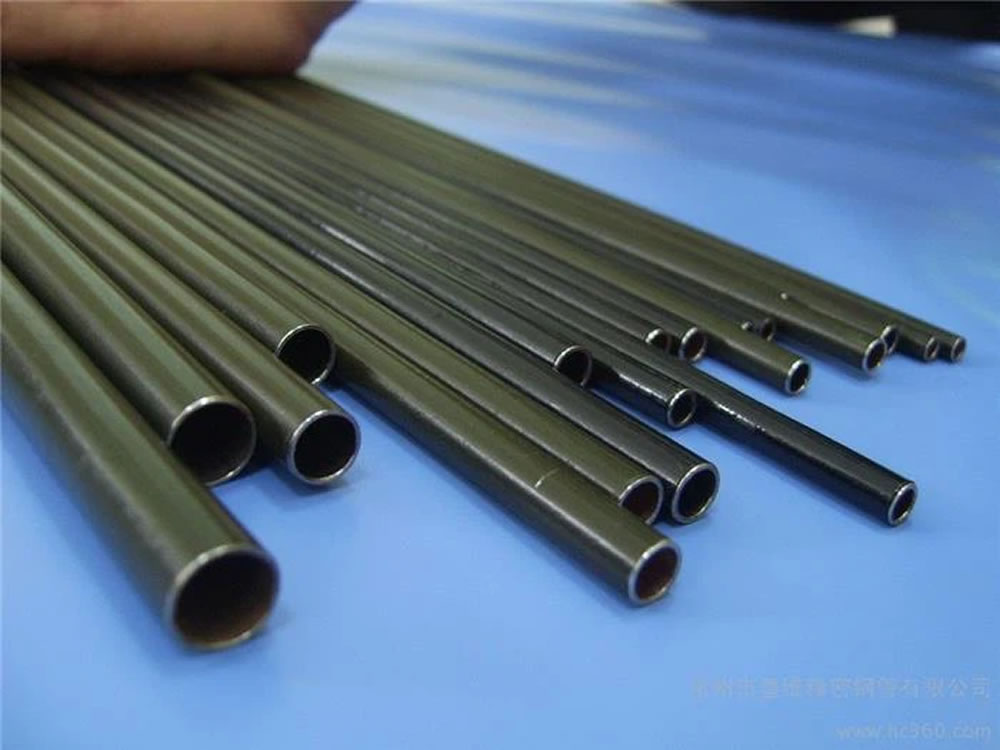
Pre-Galvanized Steel Pipe is a tubular shaped pipe of pre-galvanized Steel.
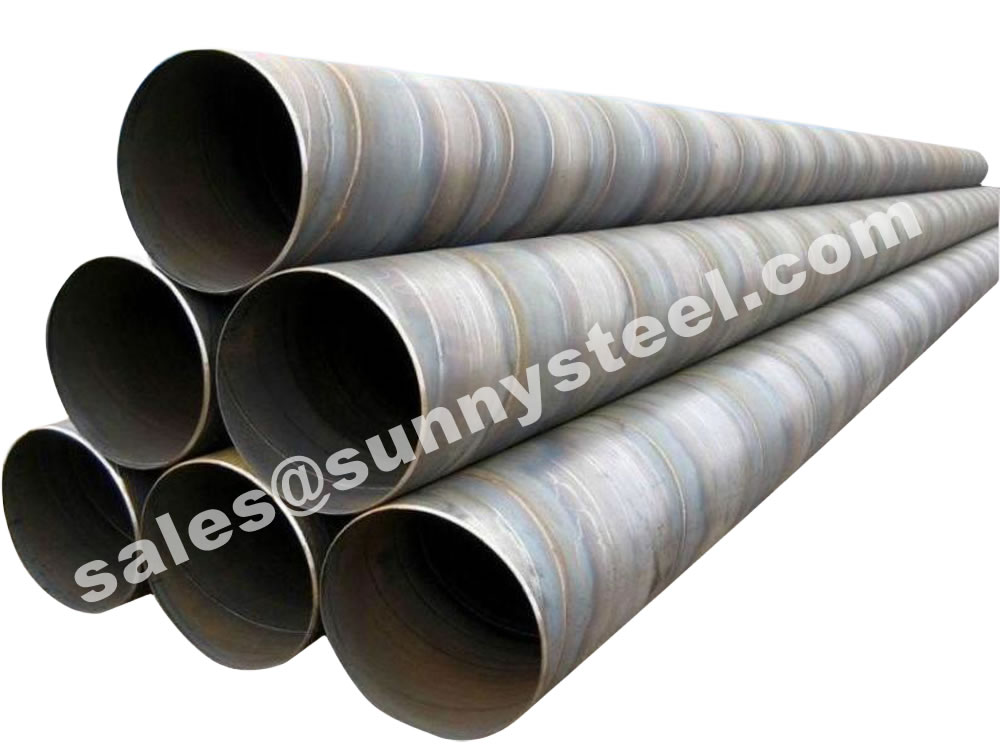
HDG Anti-Corrosion Pipe For Infrastructure, Construction & Municipal Projects
Factory one-stop service: raw seamless pipe + full hot-dip galvanizing treatment. Custom cutting, bending, threading after galvanization, stable zinc layer thickness, excellent adhesion for long service life infrastructure projects.

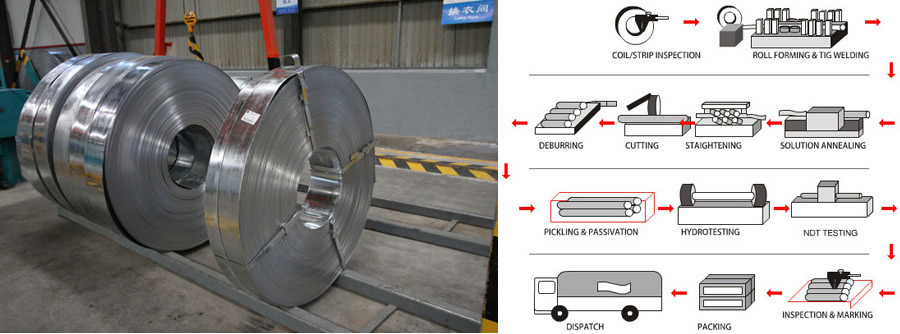
Hot-dip galvanizing (HDG) is the process of coating iron, steel or ferrous materials with a layer of zinc. This done by passing the metal through molten zinc at a temperature of 860°F (460°C) to form zinc carbonate (ZNC03). Zinc carbonate is a strong material that protects steel and can prevent corrosion in many circumstances. Hot-dip galvanizing can be carried out cheaply and in large batches.
Because the pipes are galvanized, it is protected from rust and corrosion. Steel rusts after interacting with water or moisture in the air over time. By adding a coating of zinc to the tubing, galvanized steel round tubing corrodes much slower, extending the life of your tubing.
In addition to this, galvanized pipe also provides:

Galvanizing is one of the most widely used methods for protecting steel from corrosion. A thin zinc coating is metallurgically bonded to the base metal, shielding it from moisture, oxygen and atmospheric contaminants.
PE-coated galvanized pipes demonstrate excellent performance even in extreme environments such as polar regions, deserts and offshore subsea applications.
Galvanized steel combines the strength of carbon steel with the corrosion resistance of zinc, making it suitable for both indoor and outdoor applications.
Both pipe types are widely used for water and gas distribution. The key difference lies in corrosion protection and typical service conditions.
| Item | Galvanized Steel Pipe | Black Steel Pipe |
|---|---|---|
| Coating | Zinc-coated | Uncoated (iron oxide surface) |
| Corrosion Resistance | Excellent | Limited |
| Typical Use | Water supply, scaffolding | Gas, propane, fire sprinklers |
| Limitations | Zinc flakes may clog water lines | Prone to internal scaling and corrosion |
| Relative Cost | Higher (zinc + processing) | Lower |
Galvanizing protects steel through a physical barrier and cathodic (galvanic) protection. Zinc acts as a sacrificial anode, corroding preferentially to protect the underlying steel.
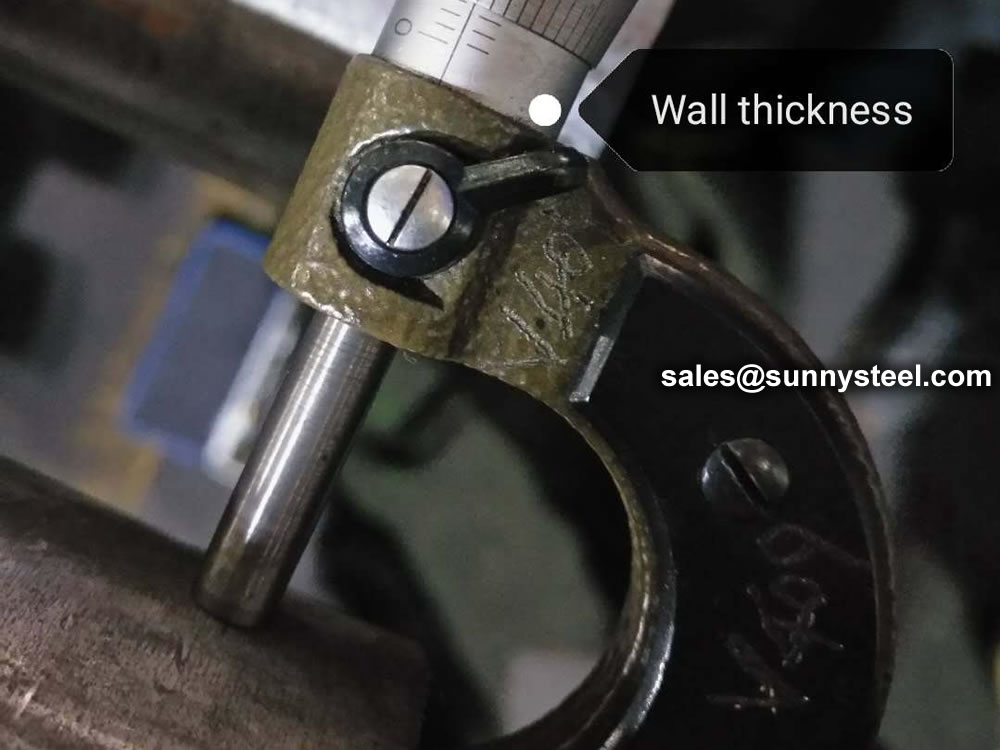
Immersion in molten zinc after surface preparation. Economical and fast; suitable for complex shapes. Coating thickness may vary slightly.
Applied at the mill to continuous steel sheet. Produces a uniform coating but leaves cut edges unprotected after fabrication.
Zinc deposited via electrolytic process. Provides a smooth, precisely controlled coating, but typically thinner than hot-dip galvanizing, resulting in lower corrosion resistance.
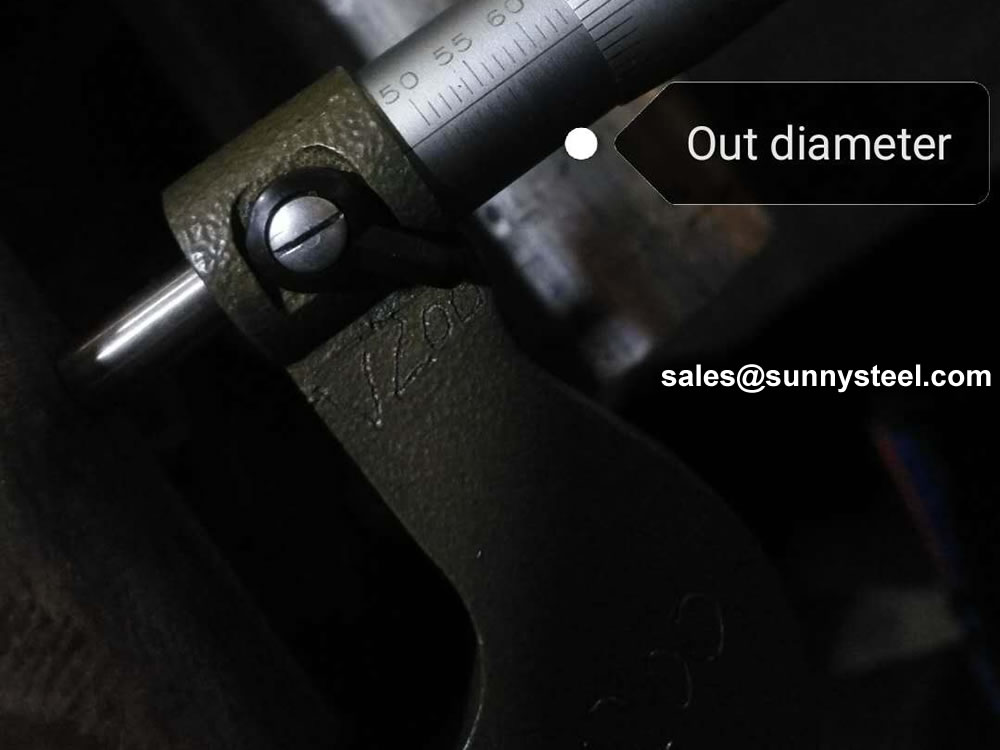
Typically used for pipes ≤ 3". Threads conform to National Pipe Thread (NPT) standards with a taper of 3/4" per foot, ensuring a tight seal.
Male threads are cut on the pipe exterior; female threads are cut inside fittings. Proper thread engagement is critical for leak-free joints.












| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Casting | API 5CT | Ø48.3~273 x WT2.77~11.43 | J55, K55, N80, L80 |
| Tubing | API 5CT | Ø48.3~273 x WT2.77~11.43 | J55, K55, N80, L80, H40 |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Line Pipes | API 5L | Ø60.3~273.1 x WT2.77~12.7 | A25, A, B, X42, X46, X52, X56, X60, X65, X70, X80 |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Electric-Resistance-Welded Steel Pipes | ASTM A135 | Ø42.2~114.3 x WT2.11~2.63 | A |
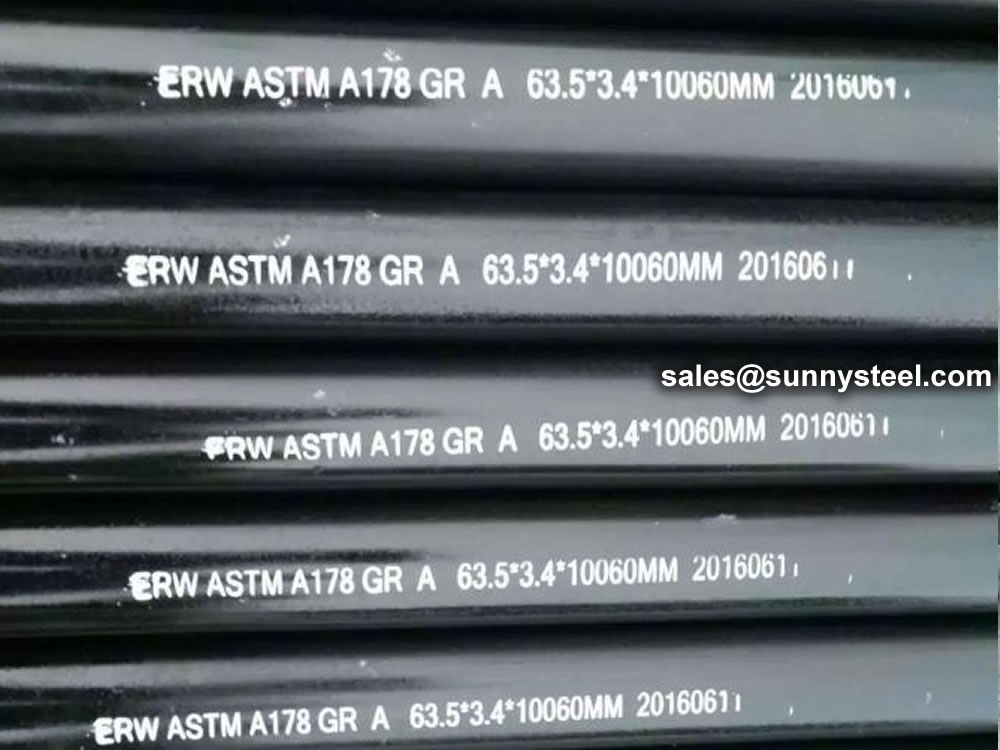
| Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater Tubes | ASTM A178 | 42.2-114.3 x 2.11-2.63 | A, C, D |
| ERW and Hot-dip Galvanized Steel Pipes | ASTM A53 | Ø21.3~273 x WT2.11~12.7 | A, B |
| Pipes for Piling Usage | ASTM A252 | Ø219.1~508 x WT3.6~12.7 | Gr.2, Gr.3 |
| Tubes for General Structural Purpose | ASTM A500 | Ø21.3~273 x WT2.11~12.7 | Gr.2, Gr.3 |
| Square Pipes for General Structural Purpose | ASTM A500 | 25 x 25~160 x 160 x WT1.2~8.0 | Carbon Steel |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Threaded Steel Pipes | DIN 2440 | Ø21~164 x WT2.65~4.85 | Carbon Steel |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Screwed and Socketed Steel Tubes | BS 1387 | Ø21.4~113.9 x WT2~3.6 | Carbon Steel |
| Scaffolding Pipes | EN 39 | Ø48.3 x WT3.2~4 | Carbon Steel |
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Carbon Steel Tubes for General Structure Purpose | JIS G3444 | Ø21.7~216.3 x WT2.0~6.0 | Carbon Steel |
| Carbon Steel Tubes for Machine Structure Purpose | JIS G3445 | Ø15~76 x WT0.7~3.0 | STKM11A, STKM13A |
| Carbon Steel Pipes for Ordinary Piping | JIS G3452 | Ø21.9~216.3 x WT2.8~5.8 | Carbon Steel |
| Carbon Steel Pipes for Pressure Service | JIS G3454 | Ø21.7~216.3 x WT2.8~7.1 | Carbon Steel |
| Carbon Steel Rigid Steel Conduits | JIS G8305 | Ø21~113.4 x WT1.2~3.5 | G16~G104, C19~C75, E19~E75 |
| Carbon Steel Rectangular Pipes for General Structure | JIS G3466 | 16 x 16~150 x 150 x WT0.7~6 | Carbon Steel |



Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.

Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.

When you partner with Sunny Steel, you can stop worrying about meeting deadlines thanks to our responsive and timely service. You'll also say goodbye to unnecessary shopping around. Instead, you'll get white glove service from an expert who understands your needs and can get you the materials you need quickly.