Technology in Buried Pipes of Thermal Power Boilers
Targeted laser cladding anti-wear solution for thermal power boiler buried pipes, metallurgical bonded high-hardness coating, factory batch processing and on-site disassembly-free mobile cladding service available.
This page focuses on the industrial application of laser cladding wear-resistant technology targeting buried pipes inside thermal power boilers, including water wall buried tubes and suspension zone buried heating pipelines. During boiler combustion, coal mixed with desulfurizer generates high-speed upward flue gas carrying a large number of hard ash particles. Affected by gravity, solid particles continuously slide and scour the outer wall of buried pipes, resulting in gradual wall thinning, pipe perforation, unplanned boiler shutdown, reduced power generation efficiency and high maintenance costs.
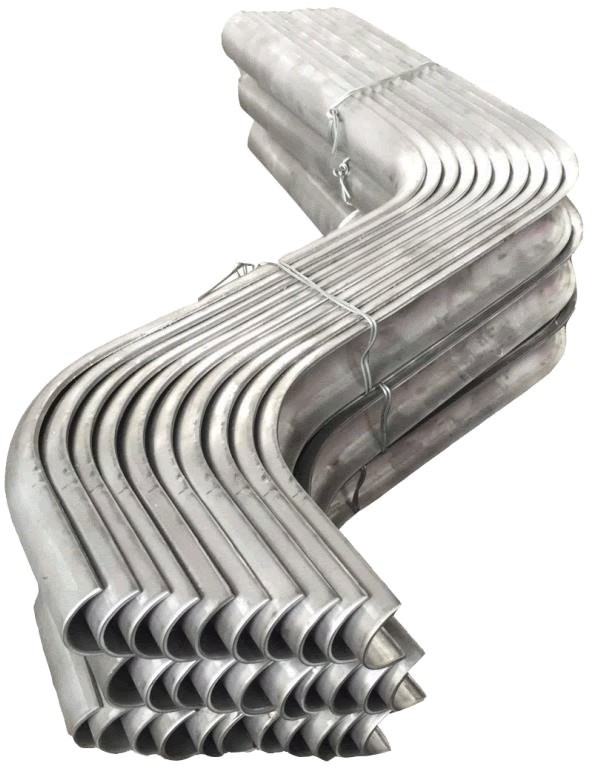
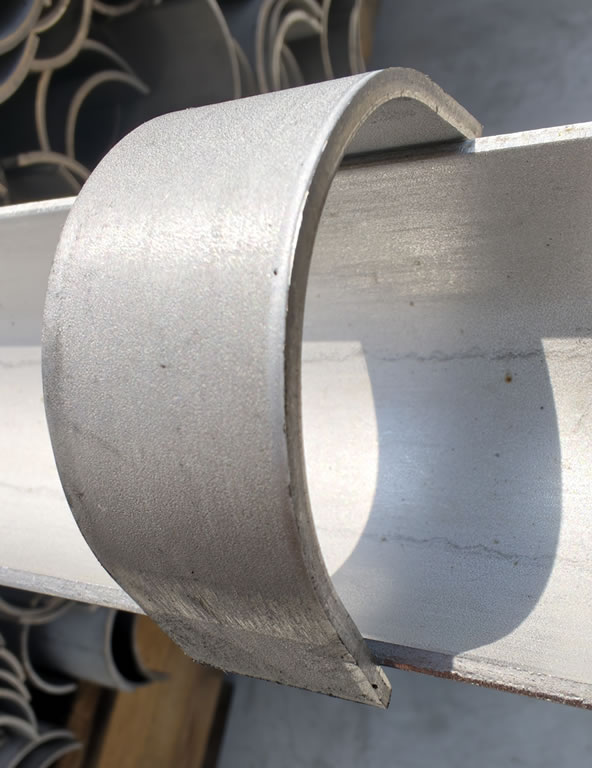
Traditional anti-abrasion solutions represented by half-round tube shields have obvious defects: the sleeve blocks heat exchange between the pipe and flue gas, greatly reducing boiler thermal output. Plasma thermal spraying forms only physical bonding layers, which are easy to peel off under long-term ash impact. Our laser cladding wear-resistant technology deposits Cr3C2 nickel-chromium composite coating on the outer surface of buried pipes. The coating and base pipe form atomic metallurgical fusion, with ultra-high bonding strength, thin coating thickness and no heat insulation loss, fundamentally solving the abrasion failure problem of boiler buried pipes.
We provide two delivery modes: factory batch laser cladding for new finished buried pipes and MobiMRO mobile robot on-site cladding for in-service boiler pipe groups, without large-scale disassembly of the whole pipeline bundle during power plant overhaul.
Combined with ImageSense closed-loop molten pool monitoring system and DynamicHeat thermal stress control technology, this dedicated laser cladding technology for boiler buried pipes has prominent comprehensive advantages over traditional anti-wear methods. Three differentiated cladding processes are matched according to different boiler abrasion degrees and pipe wall thickness:
Single coating thickness 0.8~1.2mm, adopting Cr3C2 ceramic reinforced nickel-based composite powder. High coating hardness can cope with long-term impact scouring of large-particle ash, suitable for CFB boiler suspension buried pipes with the most serious abrasion.
Ultra-low heat input and narrow heat affected zone effectively control thermal deformation of thin steel pipes. Single coating thickness 0.12~0.4mm, suitable for 20G thin water wall buried pipes with strict dimensional tolerance requirements after processing.
Only perform targeted cladding repair on locally thinned and worn positions, no full-length pipe cladding required, greatly shorten construction cycle and reduce power plant overhaul labor and material costs.
| Performance Index | Standard Parameter | Application Value in Boiler Flue Environment |
|---|---|---|
| Main Hard Ceramic Phase | Chromium Carbide Cr₃C₂ | Ultra-high hardness, resist continuous fly ash particle impact scouring |
| Matrix Alloy Composition | Ni-Cr-TiB2 Composite Alloy | Balance coating toughness and high-temperature sulfur corrosion resistance |
| Finished Coating Hardness | HV 1200 ~ 1500 | 8~12 times anti-abrasion capacity of plain carbon steel substrate |
| Long-term Allowable Service Temperature | ≤ 600℃ | Fully match temperature range of thermal power boiler tail flue and furnace buried pipes |
| Optional Coating Thickness Range | 0.12 ~ 1.2 mm | EHLA thin layer / conventional thick layer process optional for different pipe working conditions |
Material Matching Tip: Suspension zone buried pipes with large ash particle impact adopt 0.8~1.2mm thick conventional cladding; thin-wall water wall buried pipes with low abrasion intensity select EHLA ultra-thin low-deformation cladding process.
| Pipe Base Material Grade | Pipe Outer Diameter OD (mm) | Original Pipe Wall Thickness (mm) | Optional Cladding Process |
|---|---|---|---|
| 20G Boiler Carbon Steel | 32, 38, 42, 51, 57 | 3.0 ~ 6.0 | EHLA thin cladding / local patch cladding |
| ASME SA210 A1 Boiler Steel | 60.3, 76.1, 89 | 4.0 ~ 8.0 | Conventional thick anti-abrasion cladding |
| 15CrMo Heat-resistant Alloy Steel | 57 ~ 114 | 4.5 ~ 10.0 | High-temperature dedicated composite cladding |
Note: Non-standard outer diameter and special alloy buried pipes can be customized with dedicated laser cladding fixture molds according to power plant boiler drawings.
Both construction modes adopt unified Cr3C2 composite powder formula and ImageSense closed-loop control parameters, ensuring consistent anti-abrasion and anti-corrosion performance of cladding layer.
| Supporting Service Item | Core Service Function | Matching Boiler Application Scenario |
|---|---|---|
| Buried Pipe Dedicated Laser Cladding | Form high-hardness anti-scour composite coating on buried pipe outer wall | Water wall & suspension zone buried heating pipes of all thermal power boilers |
| Laser Cleaning Pre-treatment | Remove ash, rust and oxide scale before cladding processing | All buried pipes requiring laser cladding strengthening |
| Half Round Tube Shield Laser Cladding Reinforcement | Surface anti-abrasion strengthening of auxiliary protective sleeves | Economizer straight tube bundle auxiliary anti-wear matching scheme |
| Local Pipe Weld Defect Cladding Repair | Repair abrasion cracks at buried pipe weld joints | Serious local abrasion positions of long-term operating boiler pipes |
This laser cladding wear-resistant technology is developed targeting all thermal power boilers with fly ash scouring abrasion risks, covering multiple mainstream boiler types:
Key protection positions: Vertical water wall buried pipes, furnace suspension layer buried heat exchange tubes, flue turning sections with concentrated ash flow impact.
| Anti-wear Solution Type | Influence on Boiler Heat Exchange Efficiency | Coating / Sleeve Bonding State | Relative Anti-abrasion Service Life | Difficulty of On-site Overhaul Construction |
|---|---|---|---|---|
| Laser Cladding for Buried Pipes | No negative influence, heat exchange fully retained | Metallurgical atomic fusion, no shedding risk | 8 ~ 12 times of original steel pipe | Low, mobile workstation supports disassembly-free construction |
| Half Round Anti-abrasion Tube Shield | Serious heat insulation, obvious boiler power generation drop | Mechanical clearance fit, easy loose and displacement | 2 ~ 3 times of original steel pipe | High, whole pipe bundle disassembly required |
| Plasma Thermal Spraying Coating | Slight heat barrier exists | Physical mechanical adhesion, easy peeling under impact | 3 ~ 4 times of original steel pipe | Medium, difficult to construct on large in-situ boiler pipe groups |
Standard operation rules for power plant boiler room on-site laser cladding construction and daily equipment maintenance after processing:
1. On-site construction safety specification: Isolate flammable furnace refractory lining materials around the operation area, place special laser fire extinguishing equipment nearby during cladding work.
2. Pipe pretreatment requirement: Ash and oxide scale on the pipe surface must be completely cleaned; residual impurities will seriously reduce the bonding strength of the cladding layer and cause peeling failure in advance.
3. Thin-wall water wall buried pipe priority rule: Select EHLA ultra-high speed cladding process to control heat input and avoid pipe bending deformation.
4. Annual boiler shutdown overhaul inspection focus: Check the residual thickness of cladding layer at ash flow impact positions, carry out supplementary local patch cladding in advance when abrasion reaches the warning value.
5. Finished cladded buried pipe storage protection: Separate each pipe with soft foam isolation materials to prevent scratch damage to the hard anti-abrasion coating surface during transportation and warehouse stacking.
The whole set of laser cladding technical scheme is targeted at the core pain points of buried pipe abrasion in thermal power boilers, with multiple optimized design highlights:
1. Thin-layer direct cladding design thoroughly solves the heat insulation defect of external half-round tube shields, ensuring stable power generation efficiency of power plants after anti-wear renovation.
2. Independently developed Cr3C2 nickel-chromium composite powder formula specially adapted to sulfur-containing coal-fired flue gas, balancing ultra-high hardness and medium-high temperature anti-sulfur corrosion performance.
3. ImageSense closed-loop real-time molten pool monitoring system adapts to circular curved outer wall of buried pipes, effectively avoid local ultra-thin coating failure points caused by uneven laser scanning.
4. Dual service layout of factory batch processing and mobile on-site repair, simultaneously meet two major demands of new boiler pipe mass procurement and in-service boiler emergency overhaul.
We provide fully customized laser cladding processing schemes according to customer boiler type, flue ash composition, operating temperature and actual buried pipe abrasion distribution data:
Customizable core parameters: Full-length continuous cladding / local patch partial cladding, single-layer coating thickness, EHLA / conventional cladding process selection, special high-sulfur flue alloy powder formula customization.
Special customized supporting items: Dedicated fixture mold development for non-standard special-diameter buried pipes, long-term annual bulk overhaul processing framework contract with preferential unit price.
Free small pipe sample trial production support: New power plant customers can provide small test buried pipes for free laser cladding processing, deliver complete hardness, metallographic and flaw detection test reports together with samples to verify anti-abrasion effect before formal mass orders.
Attached professional technical consulting service: Engineer team on-site survey of boiler flue abrasion working conditions, targeted anti-wear scheme design and post-installation technical guidance.
Laser cladding finished boiler buried pipes adopt special layered shockproof packaging design to protect the hard brittle anti-abrasion coating surface from scratch, collision and extrusion damage during long-distance land and sea transportation:
Small batch single short buried pipes: Separately wrapped with soft foam isolation film, placed into fumigated export wooden cases, filled with buffer filler inside the box to eliminate internal shaking collision.
Large quantity long pipe bundle bulk delivery: Fixed on standard steel transport pallets with anti-slip binding belts, the whole pallet outer layer wrapped thick stretch plastic film for dust and moisture isolation protection.
Multiple international trade delivery terms FOB, CFR and CIF are fully supported, sea freight and land truck combined transportation can be arranged according to the delivery port and time schedule designated by overseas power plant customers.
Each batch of shipped goods is attached with a complete set of technical documents including alloy powder certificate, laser cladding processing parameter record, hardness test and PT non-destructive inspection report, convenient for overseas thermal power project customs clearance and equipment acceptance work.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

A half pipe sleeve is a piping device, which is placed on a pipe to protect it against the aliments.
Read moreSnap rings are used in conjunction with boiler tubes erosion shields, which is a clip that easily installs boiler tubes erosion shields to the tube.
Read moreA stainless boiler tube shield is a piping device, which is placed on a pipe to protect it against the aliments.


Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.

Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.

When you partner with Sunny Steel, you can stop worrying about meeting deadlines thanks to our responsive and timely service. You'll also say goodbye to unnecessary shopping around. Instead, you'll get white glove service from an expert who understands your needs and can get you the materials you need quickly.