

Stainless Steel Pipe
Durable and corrosion-resistant stainless steel pipes for various applications.

254 SMO stainless steel is a high-alloy austenitic grade with exceptional corrosion resistance, particularly in chloride-rich environments.
It has the following properties:
Known for its high strength and toughness, 254 SMO is ideal for applications in seawater handling, chemical processing, and the oil and gas industries. Its resistance to pitting, crevice corrosion, and stress corrosion cracking makes it superior to standard stainless steels like 316. This material is often used in tubing for heat exchangers, desalination plants, and other demanding environments where durability and reliability are essential.
254 SMO is a high-performance austenitic stainless steel that contains high levels of chromium, molybdenum, and nitrogen. It is also known as UNS S31254 or 6 Moly due to its composition. 254 SMO stainless steel tubes are tubes made from this material and are suitable for use in corrosive environments.
This material has excellent resistance to pitting, crevice corrosion, and stress corrosion cracking, making it ideal for use in seawater handling equipment, chemical process vessels, and oil and gas production equipment.
Some of the key features of 254 SMO stainless steel tubes include:
254 SMO stainless steel tubes are widely used in offshore and onshore applications involving harsh environments, as well as in the chemical and petrochemical industries, desalination plants, and pulp and paper manufacturing.
Since the 254S MO stainless steel tube is a high-alloy material, it is quite complicated in the manufacturing process. Generally, people can only rely on traditional techniques to manufacture such special stainless steel tubes, such asseamless, pouring, forging, calendering and the like.
If additional heat treatment is needed due to further processing the following is recommended.
Solution annealing 1150~200В°C (2100~190В°F), quenching in water. Thin-walled tubes min. 1130В°C (2060В°F), quenching in air/water.
UNS S31254, DIN/EN 1.4547, ASTM A280, ASME SA-240
ERNiCrMo-3 welding wire, ENiCrMo-3 welding rod
| Standards | Grade | C | Si | Mn | P | S | Cr | Ni | Mo | N | Cu |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Outokumpu | 254 SMO | вү?.020 | вү?.80 | вү?.00 | вү?.030 | вү?.010 | 19.5-20.5 | 17.5-18.5 | 6.0-6.5 | 0.18-0.22 | 0.5-1.0 |
| ASTM A182 | F44 S31254 | вү?.020 | вү?.80 | вү?.00 | вү?.030 | вү?.010 | 19.5-20.5 | 17.5-18.5 | 6.0-6.5 | 0.18-0.22 | 0.5-1.0 |
| DIN EN 10088-3-2005 | X1CrNiMoN20-18-71.4547 | вү?.020 | вү?.70 | вү?.00 | вү?.030 | вү?.010 | 19.5-20.5 | 17.5-18.5 | 6.0-7.0 | 0.18-0.25 | 0.5-1.0 |
| Standards | Grade | Tensile strength | Yield strength | Elongation | Hardness |
|---|---|---|---|---|---|
| Outokumpu | 254 SMO | вү?50 MPa | вү?00 MPa | вү?35% | вү?6 HRB |
254 SMO is an austenitic steel designed for maximum resistance to pitting and crevice corrosion. With high levels of chromium, molybdenum and nitrogen, 254 SMO is especially suited for high chloride environments such as brackish water, seawater, pulp mill bleach plants and other high-chloride process streams. In new construction, 254 SMO has been found in many cases to be technically adequate and much less costly substitute for nickel-based alloys and titanium. 254 SMO is readily fabricated and welded.
254Smo 0.6*1000mm In stock and customizable for cutting.
254Smo 0.8*1219mm In stock and customizable for cutting.
254Smo 1.0*1219mm Future goods, accepting orders.
254Smo 1.2*1219mm In stock and customizable for cutting.
254Smo 1.5*1219mm In stock and customizable for cutting.
254Smo 2.0*1219mm In stock and customizable for cutting.
254Smo 4.0*1219mm In stock and customizable for cutting.
In order to solve the cumbersome and difficult to remember stainless steel grades, improve the practicability of the brand representation, and the contrast with the international standard grades, China has formulated the "Universal Code System for Steel and Alloy Grades", such as 06Cr19Ni10, corresponding to 304. Different grades of stainless steel have different ingredients, but they all have a national standard. The standards of each country are also different.
| No | China,GB | Japan | American | Korea | EUR | Indai | Australia | Tai Wan | ||
|---|---|---|---|---|---|---|---|---|---|---|
| Old | NewпјҲ07.10пјү | JIS | ASTM | UNS | KS | BSВ EN | IS | IS | CNS | |
| Austenitic stainless steel | ||||||||||
| 1 | 1Cr17Mn6Ni5N | 12Cr17Mn6Ni5N | SUS201 | 201 | S20100 | STS201 | 1.4372 | 10Cr17Mn6Ni4N20 | 201-2 | 201 |
| 2 | 1Cr18Mn8Ni5N | 12Cr18Mn9Ni5N | SUS202 | 202 | S20200 | STS202 | 1.4373 | гҖҖ | - | 202 |
| 3 | 1Cr17Ni7 | 12Cr17Ni7 | SUS301 | 301 | S30100 | STS301 | 1.4319 | 10Cr17Ni7 | 301 | 301 |
| 4 | 0Cr18Ni9 | 06Cr19Ni10 | SUS304 | 304 | S30400 | STS304 | 1.4301 | 07Cr18Ni9 | 304 | 304 |
| 5 | 00Cr19Ni10 | 022Cr19Ni10 | SUS304L | 304L | S30403 | STS304L | 1.4306 | 02Cr18Ni11 | 304L | 304L |
| 6 | 0Cr19Ni9N | 06Cr19Ni10N | SUS304N1 | 304N | S30451 | STS304N1 | 1.4315 | - | 304N1 | 304N1 |
| 7 | 0Cr19Ni10NbN | 06Cr19Ni9NbN | SUS304N2 | XM21 | S30452 | STS304N2 | - | - | 304N2 | 304N2 |
| 8 | 00Cr18Ni10N | 022Cr19Ni10N | SUS304LN | 304LN | S30453 | STS304LN | - | - | 304LN | 304LN |
| 9 | 1Cr18Ni12 | 10Cr18Ni12 | SUS305 | 305 | S30500 | STS305 | 1.4303 | - | 305 | 305 |
| 10 | 0Cr23Ni13 | 06Cr23Ni13 | SUS309S | 309S | S30908 | STS309S | 1.4833 | - | 309S | 309S |
| 11 | 0Cr25Ni20 | 06Cr25Ni20 | SUS310S | 310S | S31008 | STS310S | 1.4845 | - | 310S | 310S |
| 12 | 0Cr17Ni12Mo2 | 06Cr17Ni12Mo2 | SUS316 | 316 | S31600 | STS316 | 1.4401 | 04Cr17Ni12Mo2 | 316 | 316 |
| 13 | 0Cr18Ni12Mo3Ti | 06Cr17Ni12Mo2Ti | SUS316TiВ | 316Ti | S31635 | - | 1.4571 | 04Cr17Ni12MoTi20 | 316Ti | В 316Ti |
| 14 | 00Cr17Ni14Mo2 | 022Cr17Ni12Mo2 | SUS316L | 316L | S31603 | STS316L | 1.4404 | -02Cr17Ni12Mo2 | 316L | 316L |
| 15 | 0Cr17Ni12Mo2N | 06Cr17Ni12Mo2N | SUS316N | 316N | S31651 | STS316N | - | - | 316N | 316N |
| 16 | 00Cr17Ni13Mo2N | 022Cr17Ni13Mo2N | SUS316LN | 316LN | S31653 | STS316LN | 1.4429 | - | 316LN | 316LN |
| 17 | 0Cr18Ni12Mo2Cu2 | 06Cr18Ni12Mo2Cu2 | SUS316J1 | - | - | STS316J1 | - | - | 316J1 | 316J1 |
| 18 | 00Cr18Ni14Mo2Cu2 | 022Cr18Ni14Mo2Cu2 | SUS316J1L | - | - | STS316J1L | - | - | - | 316J1L |
| 19 | 0Cr19Ni13Mo3 | 06Cr19Ni13Mo3 | SUS317 | 317 | S31700 | STS317 | - | - | 317 | 317 |
| 20 | 00Cr19Ni13Mo3 | 022Cr19Ni13Mo3 | SUS317L | 317L | S31703 | STS317L | 1.4438 | - | 317L | 317L |
| 21 | 0Cr18Ni10Ti | 06Cr18Ni11Ti | SUS321 | 321 | S32100 | STS321 | 1.4541 | 04Cr18Ni10Ti20 | 321 | 321 |
| 22 | 0Cr18Ni11Nb | 06Cr18Ni11Nb | SUS347 | 347 | S34700 | STS347 | 1.455 | 04Cr18Ni10Nb40 | 347 | 347 |
| Austenitic ferritic stainless steel (duplex stainless steel) | ||||||||||
| 23 | 0Cr26Ni5Mo2 | - | SUS329J1 | 329 | S32900 | STS329J1 | 1.4477 | - | 329J1 | 329J1 |
| 24 | 00Cr18Ni5Mo3Si2 | 022Cr19Ni5Mo3Si2N | SUS329J3L | - | S31803 | STS329J3L | 1.4462 | - | 329J3L | 329J3L |
| 0Cr18Ni10Ti Iron type stainless steel | ||||||||||
| 25 | 0Crl3Al | 06Crl3Al | SUS405 | 405 | S40500 | STS405 | 1.4002 | 04Cr13 | 405 | 405 |
| 26 | - | 022Cr11Ti | SUH409 | 409 | S40900 | STS409 | 1.4512 | - | 409L | 409L |
| 27 | 00Cr12 | 022Cr12 | SUS410L | - | - | STS410L | - | - | 410L | 410L |
| 28 | 1Cr17 | 10Cr17 | SUS430 | 430 | S43000 | STS430 | 1.4016 | 05Cr17 | 430 | 430 |
| 29 | 1Cr17Mo | 10Cr17Mo | SUS434 | 434 | S43400 | STS434 | 1.4113 | - | 434 | 434 |
| 30 | - | 022Cr18NbTi | - | - | S43940 | - | 1.4509 | - | 439 | 439 |
| 31 | 00Cr18Mo2 | 019Cr19Mo2NbTi | SUS444 | 444 | S44400 | STS444 | 1.4521 | - | 444 | 444 |
| Martensitic stainless steel | ||||||||||
| 32 | 1Cr12 | 12Cr12 | SUS403 | 403 | S40300 | STS403 | - | - | 403 | 403 |
| 33 | 1Cr13 | 12Cr13 | SUS410 | 410 | S41000 | STS410 | 1.4006 | 12Cr13 | 410 | 410 |
| 34 | 2Cr13 | 20Cr13 | SUS420J1 | 420 | S42000 | STS420J1 | 1.4021 | 20Cr13 | 420 | 420J1 |
| 35 | 3Cr13 | 30Cr13 | SUS420J2 | - | - | STS420J2 | 1.4028 | 30В Cr13 | 420J2 | 420J2 |
| 36 | 7Cr17 | 68Cr17 | SUS440A | 440A | S44002 | STS440A | - | - | 440A | 440A |
In the production process, because the actual size is difficult to meet the nominal pipe size requirement, that is, it is often larger or smaller than the nominal size, so the standard stipulates that there is a difference between the actual size and the nominal size of the stainless steel pipe.
A positive difference is called a positive deviation, and a negative difference is called a negative deviation.
Outside diameter (OD), wall thickness and length are three basic parameters in the process of manufacture and distribution for stainless steel tube & pipe, and these parameters have been standardized.
Outer diameter and wall thickness are particularly important, they are not only the basic support for meeting the design requirements of various types of applications such as strength, stiffness and fluid delivery, but also have a decisive influence on the subsequent processing, therefore, standards for stainless steel tube & pipe diameter and wall thickness of the manufacturing accuracy (tolerance) should been standardized.
A. Nominal Pipe size: It is the nominal size specified in standards such as ASME B36.10m and ASME B36.19m. It is the ideal size that users and manufacturers hope to obtain, and it is also the order size specified in the contract.
B. Actual Pipe size: It is the actual size obtained during the production process. This size is often larger or smaller than the nominal size. The phenomenon of being larger or smaller than the nominal size is called deviation.
European stainless steel tube & pipe standards specify 4 classes outer diameter and wall thickness in percentage or absolute value on the basis of nominal dimension.
Generally, larger diameter or heavy wall thickness stainless steel pipe use percentage, small diameter or thin wall thickness stainless steel tube use absolute value.
European stainless steel tube & pipe standards specify 4 classes outer diameter and wall thickness in percentage or absolute value on the basis of nominal dimension.
Generally, larger diameter or heavy wall thickness stainless steel pipe use percentage, small diameter or thin wall thickness stainless steel tube use absolute value.
| Standard | Manufacturing Process & Type | Outer Diameter Tolerance | Wall Thickness Tolerance | Others | |
|---|---|---|---|---|---|
| OD (Mm) | Class | ||||
| EN10216-5 | Hot Finished Seamless Tube | 219.1-610 | D1 | +22.5%TпјҢ-15%T | T/DвүӨ0.05 |
| T1 | T/DвүӨ0.09 | ||||
| T2 | T/D>0.09 | ||||
| 30-219.1 | D2 | T1 | |||
| T2 | |||||
| Cold Finished Seamless Tubes | вүӨ219.1 | D3 | T3 | ||
| D4 | T4 | Agreement | |||
| EN10297-2 | Hot Finished Seamless Tube | D1 | T1 | ||
| D2 | T2 | Agreement | |||
| Cold Finished Seamless Tubes | D3 | T3 | |||
| D4 | T4 | Agreement | |||
| EN10217-7 | Welded Tubes | >168.3 | D2 | T3 | |
| вүӨ168.3 | D3 | T3 | |||
| D4 | T3 | Agreement | |||
| EN10296-2 | Welded Tubes | >168.3 | D2 | T3 | |
| вүӨ168.3 | D3 | T3 | |||
| вүӨ114.3 | D4 | T3 | Agreement | ||
| EN10312 | Welded Tubes | Series 1 | D4 | T3 | T=0.6-2 Mm |
| Series 2 | D3 вҖ“ D4 | T3 вҖ“ T4 | T=1-3 Mm | ||
From D1 to D4 class for outer diameter, and T1 to T4 for wall thickness tolerance comply toВ DIN EN ISO 1127В standard, stainless steel tubes вҖ“ Dimensions, tolerances and conventional masses per unit length.
| Outside Diameter | Wall Thickness | ||
|---|---|---|---|
| Class | Tolerance | Class | Tolerance |
| D1 | Вұ1.5%, Or Вұ0.75 Mm Min. | T1 | Вұ15%, Or Вұ0.6 Mm Min. |
| D2 | Вұ1.0%, Or Вұ0.5 Mm Min. | T2 | Вұ12.5%, Or Вұ0.4 Mm Min. |
| D3 | Вұ0.75%, Or. Вұ0.3 Mm Min. | T3 | Вұ10%, Or Вұ0.2 Mm Min. |
| D4 | Вұ0.50%, Or Вұ0.1 Mm Min. | T4 | Вұ7.5%, Or Вұ0.15 Mm Min. |
| T5 | +/- 5.0 %, Or +/- 0.10 Mm Min. | ||
The tolerances on outside diameter and thickness from above table, greater value shall be selected.
EN 10312В has specific values in table series 1 and series 2.
America standard has two standard rules to specify outside diameter and thickness, ASTM A999 / A999M and A1016 / A1016M.
| ASTM A999 | ASTM A1016 |
|
|
But A511 for seamless stainless steel mechanical tubing and A554 welded stainless steel mechanical tubing not conform to above standards, they have separate outside diameter and thickness tolerances.
| Standard | Manufacturing & delivery condition | Outside Diameter OD / mm |
OD tolerance mm | Thickness T / mm |
T tolerance mm | |
|---|---|---|---|---|---|---|
| Minimum | Average | |||||
| ASTM A1016 A1016M |
Hot drawn seamless tubes | <=100 | +0.4, -0.8 | <=2.4 | +0.4t, 0 | |
| 100 вҖ“ 200 | +0.4, -1.2 | 2.4 вҖ“ 3.8 | +0.35t, 0 | |||
| 200 вҖ“ 225 | +0.4, -1.6 | 3.8 вҖ“ 4.6 | +0.33t, 0 | |||
| >=4.6 | +0.28t, 0 | |||||
| Cold drawn seamless tubes | <25 | +0.1, -0.11 | +0.20t, 0 | +/-0.10t | ||
| 25 вҖ“ 40 | ||||||
| 40 вҖ“ 50 | +/-0.2 | +0.22t, 0 | +/-0.10t | |||
| 50 вҖ“ 65 | +/-0.25 | |||||
| 65 вҖ“ 75 | +/-0.3 | |||||
| 75 вҖ“ 100 | +/-0.38 | |||||
| 100 вҖ“ 200 | +/-0.38, -0.04 | |||||
| 200 вҖ“ 250 | +/-0.38, -1.14 | |||||
| Welded tubes | 40 вҖ“ 50 | +/-0.2 | +0.18t, 0 | +/-0.10t | ||
| 50 вҖ“ 65 | +/-0.25 | |||||
| 65 вҖ“ 75 | +/-0.3 | |||||
| 75 вҖ“ 100 | +/-0.38 | |||||
| 100 вҖ“ 200 | +/-0.38, -0.04 | |||||
| 200 вҖ“ 250 | +/-0.38, -1.14 | |||||
| ASTM A999 / M | Seamless tubes and welded tubes | <48.3 | +0.4, -0.8 | -0.125t | ||
| ASTM A312 / M | Seamless tubes and welded tubes | 48.3-114.3 | +/-0.8 | OD=10.3-73 | +0.20 t, -125t | |
| 168.3-219.1 | +1.6, -0.8 | t/OD<=5% OD=88.9-457.2 | +0.225 t, -125t | |||
| 219.1-457.2 | +2.4, -0.8 | t/OD>5% OD=88.9-457.2 | +0.15 t, -125t | |||
| Welded tubes | 508-660 | +3.2, -0.8 | OD>=508 | +0.175 tпјҢ-0.125 t | ||
| 711-864 | +4.0, -0.8 | t/OD<=5%, OD>=508 | +0.225 tпјҢ-0.125 t | |||
| Seamless tubes | 914-1209 | +4.8, -0.8 | t/OD>5%, OD>=508 | +0.15 t, -125t | ||
| ASTM A409 / M | Welded tubes | +/-0.2% | T<4.8 | |||
| +/-0.4% | t>=4.8 | |||||
| ASTM A358 / M | Welded tubes | В | +/-0.50% | |||
| ASTM A511 | Seamless tubing | <=12.7 | +/-0.1 | +/-0.15t | ||
| 12.7-38.1 | +/-0.2 | +/-0.10t | ||||
| 38.1-88.9 | +/-0.3 | |||||
| 88.9-139.7 | +/-0.4 | |||||
| 139.7-203.1 | +/-0.8 | |||||
| 203.1-220 | +/-1.1 | |||||
| 220-325 | +/-1.6 | |||||
American standard outside diameter tolerance mainly used to represent the absolute value, over and below tolerances are often asymmetric, SS tube and pipe in American standard average tolerance can reach even higher than D4 class in EN ISO 1127 standard.
Wall thickness tolerance should be +/-10%t or better, and average thickness tolerance should be ( +/-20 вҖ“ 22%t, 0 ), pipeline pipe has a larger tolerance, hot finished seamless pipe largest.
China has more quantity standards compared to European standards, but less than american standards, SS tube and pipe standards are similar with EU standards in system, and absorb favorable experience in USA specifications.
| Specification | Manufacturing | O.D(Mm) | O.D Tolerance | W.T(Mm) | W.T Tolerance | |
|---|---|---|---|---|---|---|
| GB13296 | Cold Rolled Seamless Pipe | 6-30 | Вұ0.15/-0.2 | 1-3 | +20% | -0% |
| пјһ30-50 | Вұ0.3 | пјһ3 | +22% | -0% | ||
| пјһ50 | Вұ0.75% | Also Average Wall | ||||
| GB/T14976 | Cold Rolled Seamless Tube | 6-10 | Вұ0.15 | 1-3 | +12.5% | -12.5% |
| 10-30 | Вұ0.2 | пјһ3 | +12.5% | -10% | ||
| 30-50 | Вұ0.3 | Average Wall, +22% | ||||
| пјһ50 | Вұ0.8% | |||||
Stainless steel tube & pipe wall thickness tolerance are the same as the general accuracy of American ASTM / ASME and EU standards, but slightly lower than the high requirements of the EU standards.
Stainless steel tube & pipe outer diameter tolerances are mostly lower than American standards, and approaching the EU standards. it is more reasonable that the American standard specify the OD tolerance is tight, compared to thickness tolerance.
China GB standards and EU standard have no weight tolerance specified, seamless tube & pipe in GB standard delivery goods as actual weight or theoretical weight, welded tube & pipe as theoretical weight or actual weight.
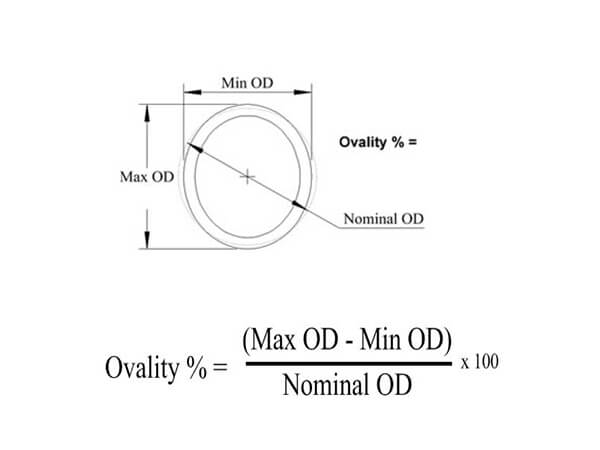
Out of roundness, sometimes referred to as ovality is tube or pipe on the same cross-section of the outer diameter, roundness or ovality is difference between the maximum and minimum dimensions of outside diameter, is carefully measured the high and low points at any one section of the tube or pipe.
Concentricity or eccentricity refers to tube & pipe wall thickness variations, if need a high precision in tube tolerance, or fit into other tube or parts, which need a good concentricity.
Concentricity be contained wall thickness tolerance specified in EU standard, and just specified in ASTM A1016/M ODвүҘ50 mm and tвүҘ5.6 mm thick wall stainless steel tube the same cross section thickness varieties.
For seamless tube,
WTmaxВ вҖ“ WTminВ вүӨ Вұ10% (WTmaxВ + WTmin) / 2
For welded tube,
WTmaxВ вҖ“ WTminВ вүӨ 5% (WTmaxВ + WTmin) / 2
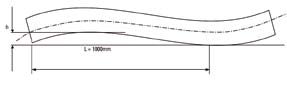
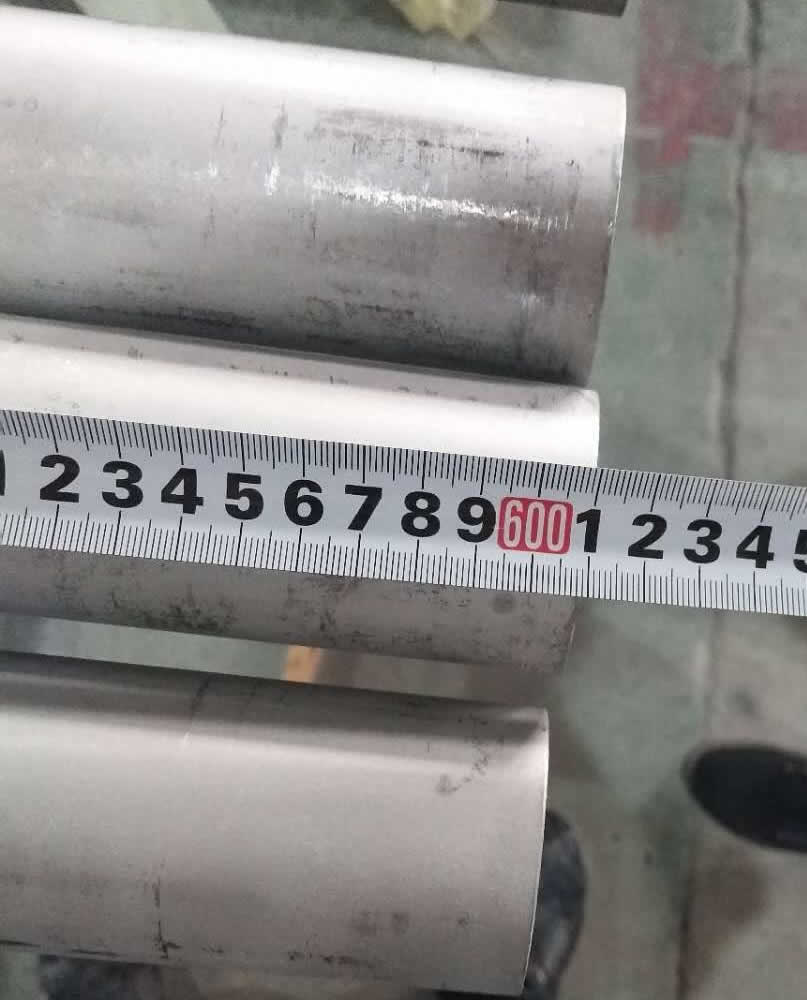
Standard pipes and tubes are supplied straightened to the eye: for special applications the permissible deviation from the straight line may be agreed between purchaser and tube manufacturer; the maximum permissible deviation from the straight line related to the length of measurement L is to be indicated, e.g. 1mm/1000mm.
| OD Mm вүӨ | OD Inches вүӨ | Wall | Straightness Commercial | FT Achievable Mm |
|---|---|---|---|---|
| 15.9 | 0.625 | All Sizes | 1 In 600 | 1 In 2000 |
| 25.4 | 1.00 | 2% Of OD Or Heavier | 1 In 600 | 1 In 1500 |
| 25.4 | 1.00 | Less Than 2% Of OD | 1 In 400 | 1 In 1000 |
Delivery length is also called the length required by the user or the length of the order. The standard has the following regulations on delivery length:
A. Normal length / Random Length (also called non-fixed-length length): Any stainless steel tube whose length is within the length range specified by the standard and has no fixed length requirement is called normal length. For example, the structural stainless steel pipe standard stipulates: hot-rolled (extruded, expanded) steel pipe 3000mm - 12000mm; cold drawn (rolled) steel pipe 2000mm - 10500mm.
B. Fixed Length: The fixed-length should be within the usual length range, which is a certain fixed-length dimension required in the contract. However, it is impossible to cut out the absolute fixed-length length in actual operation, so the standard stipulates the allowable positive deviation value for the fixed-length length.
The yield rate of production of fixed-length pipes is much lower than that of normal-length pipes, and it is reasonable for manufacturers to request price increases. The rate of price increase varies from company to company. Generally, the price increase is about 10% on the basis of the base price.
C. Length of double ruler: The length of the double ruler should be within the usual length. The contract should indicate the length of the single ruler and the multiples of the total length (for example, 3000mmГ—3, which is 3 multiples of 3000mm, and the total length is 9000mm). In actual operation, the allowable positive deviation of 20mm should be added to the total length, plus a margin for the incision of each single ruler length. Take the structural pipe as an example, the allowance for cutting is stipulated: 5-10mm for outer diameter вүӨ159mm; 10-15mm for outer diameter >159mm.
If there is no double-length deviation and cutting allowance in the standard, it should be negotiated by the supplier and the buyer and indicated in the contract. The double-length scale is the same as the fixed-length length, which will bring about a substantial reduction in the yield rate of the manufacturer. Therefore, it is reasonable for the manufacturer to raise the price, and the price increase is basically the same as the fixed-length length.
D. Range length: The range length of the stainless steel pipe is within the usual length range. When the user requires a fixed range length, it must be indicated in the contract.
For example: Usually the length is 3000-12000mm, and the range cut-to-length length is 6000-8000mm or 8000-10000mm.
It can be seen that the range length is looser than the fixed-length and double-length length, but it is much stricter than the usual length, which will also reduce the yield of production enterprises. Therefore, it is reasonable for the manufacturer to raise the price, and the price increase is generally about 4% above the base price.
Stainless steel pipe (tube) has excellent characteristics of corrosion resistance and smooth finishing. Stainless steel pipe (tube) is commonly used in demanding equipment like automobiles, food processing, water treatment facilities, oil and gas processing, refinery and petrochemicals, breweries and energy industries.
The stainless steel tubing that is supplied by SunnySteel can used in a variety of industries, including:
Considering the importance of outside and inside surface of stainless steel tubes for fluid power industry, Our mills are providing tubes that are free from scale, rust, seams, laps.



Stainless steel density refers to substance mass per unit volume, it is one of typical property of stainless steel, commonly, density of stainless steel range from 7600 kg/m3 to 8000 kg/m3.
Stainless steel is a wide used material, containing at least 10.5% of Chromium, and other elements added to form stainless steel structure, these elements have Carbon, Silicon, Manganese, Phosphorus, Sulfur, Nickel, Molybdenum, Titanium and Copper, it is noted as high strength and excellent corrosion resistance.
Densities change depending on these alloy elements changing, different alloy content have different density value, even it is the same grade, it is difficult to calculate accurate density values, theoretic density value is given below for reference.
The following is the comparison of several commonly used stainless steel density, data may not be completely accurate, only for reference.
| Grade | Density ( G / Cm3 ) | Density ( Kg / M3 ) |
|---|---|---|
| 201 202 301 302 303 304 304L 304LN 305 321 |
7.93 | 7930 |
| 309S 310S 316 316L 316Ti 316LN 317 317L 347 |
7.98 | 7980 |
| 904L | 7.98 | 7980 |
| 2205 S31803 |
7.80 | 7800 |
| S32750 | 7.85 | 7850 |
| 403 410 410S 416 431 |
7.75 | 7750 |
| 440A | 7.74 | 7740 |
| 440C | 7.62 | 7620 |
| 420 | 7.73 | 7730 |
| 439 430 430F |
7.70 | 7700 |
| 434 | 7.74 | 7740 |
| 444 | 7.75 | 7750 |
| 405 | 7.72 | 7720 |
*These densities given at standard conditions for temperature and pressure condition.
304 And 316 Stainless Steel Densities
304 and 316 are the most used stainless steel grades, their densities are not the same, this decide by chemical composition and content, stainless steel 304 density is 7930 kg / m3, 316 density is 7980 kg / m3, so when calculating stainless steel weight, it is different between 304 and 316 stainless steel.
Stainless Steel Density Conversion, Kg/M3, G/Cm3 And Lbs/In3
Density of stainless steel calculated by dividing the mass by the volume, usually measured in g/cm3, kg/m3, and lbs/in3, each unit can be converted to other units.
Density Relations With Temperature And Pressure
Densities of stainless steel vary by changing either the temperature or the pressure, in general, increasing the temperature decreases the density, increasing the pressure always increases the density.
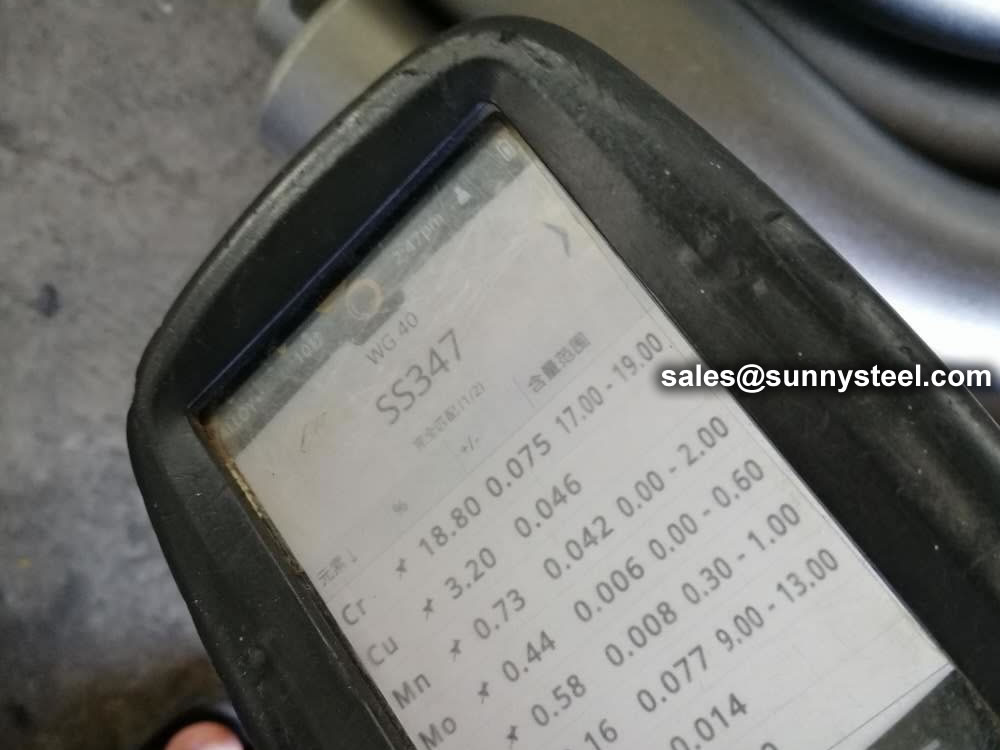
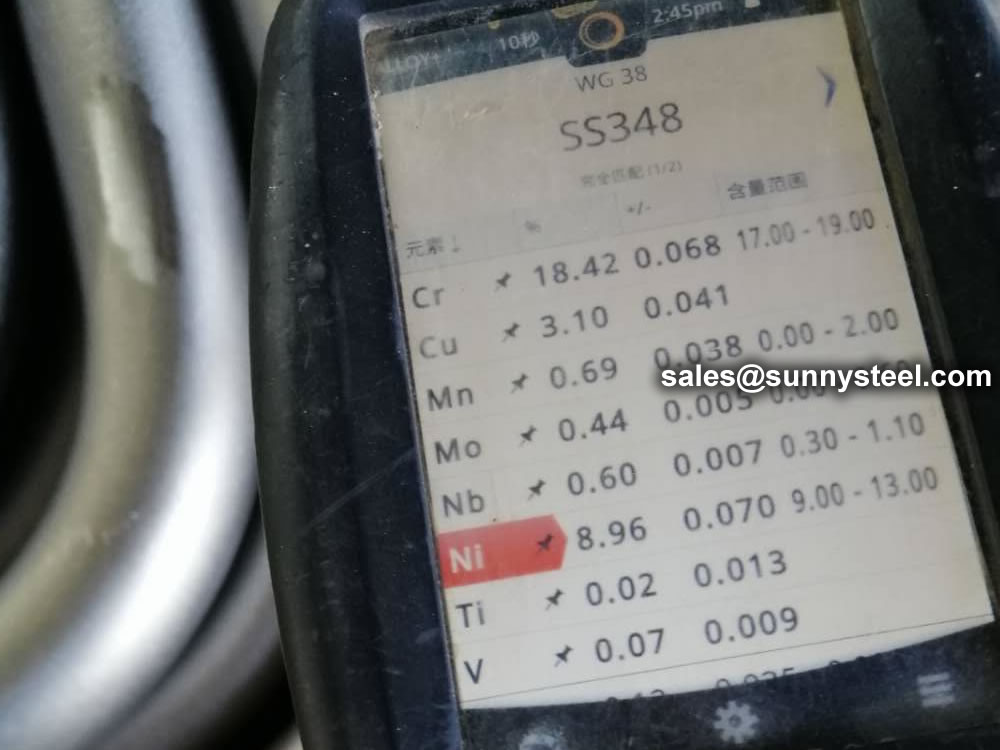
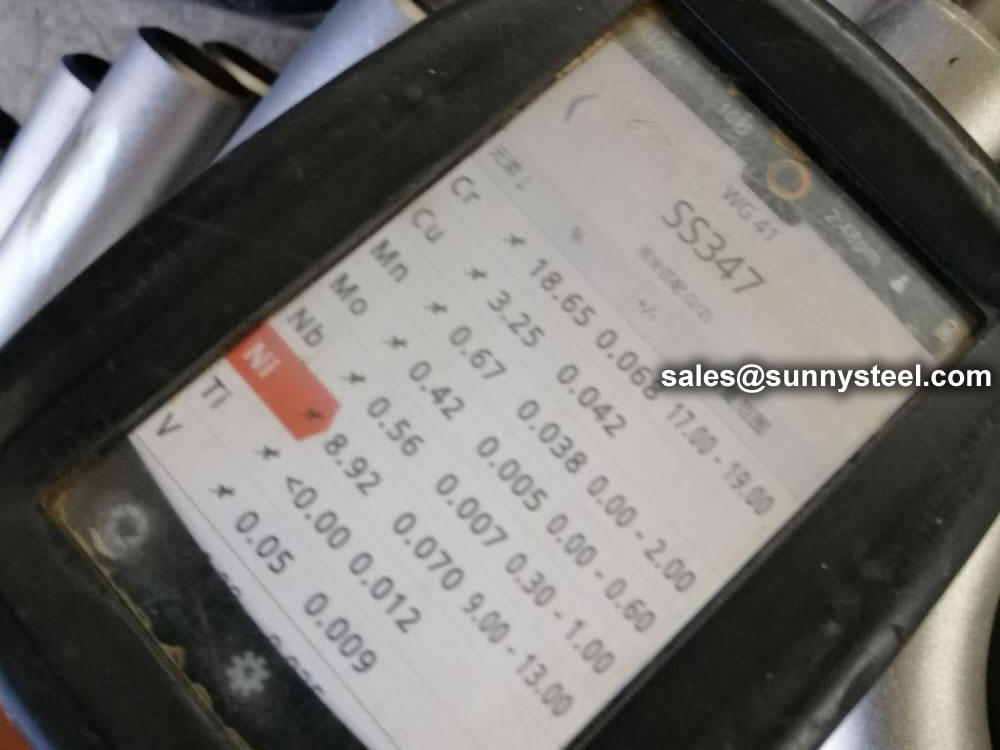
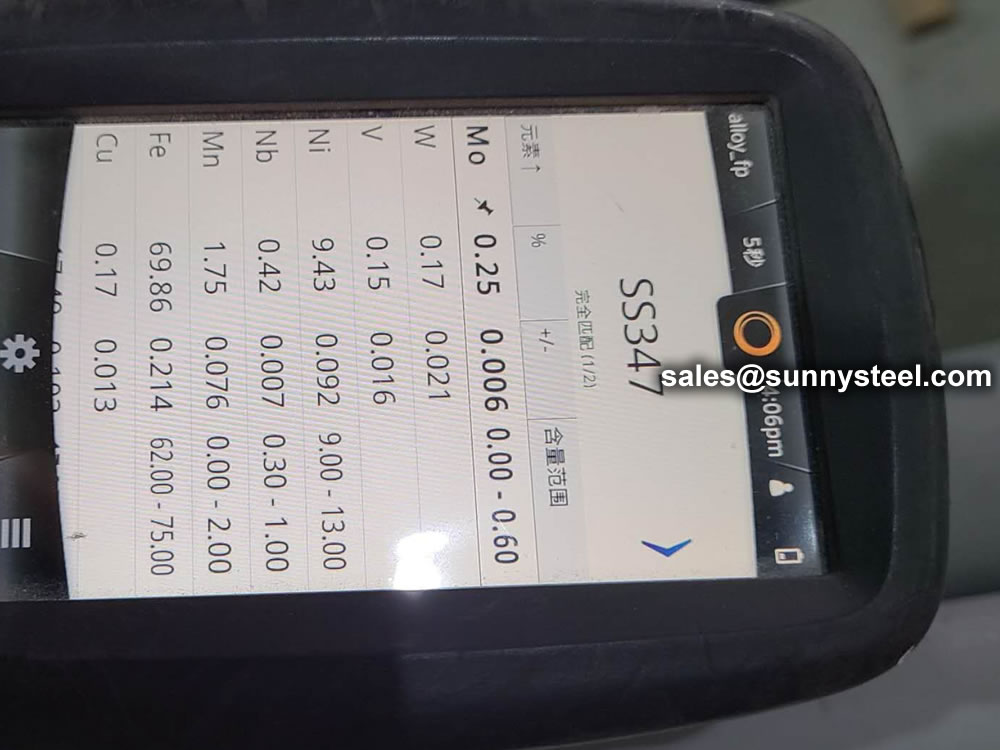
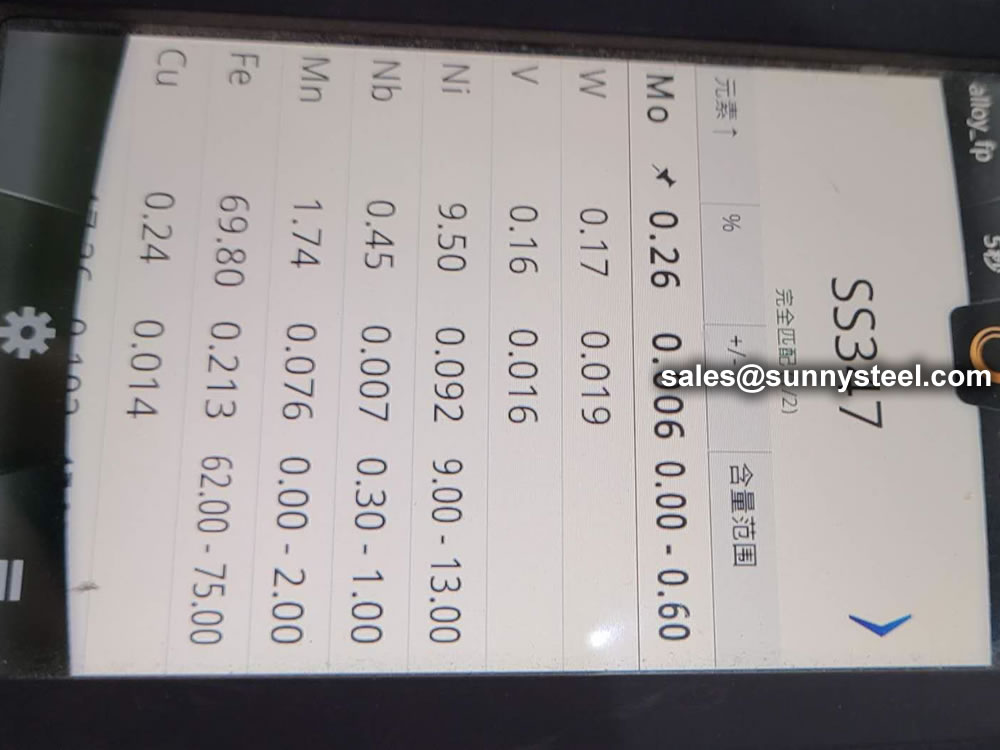
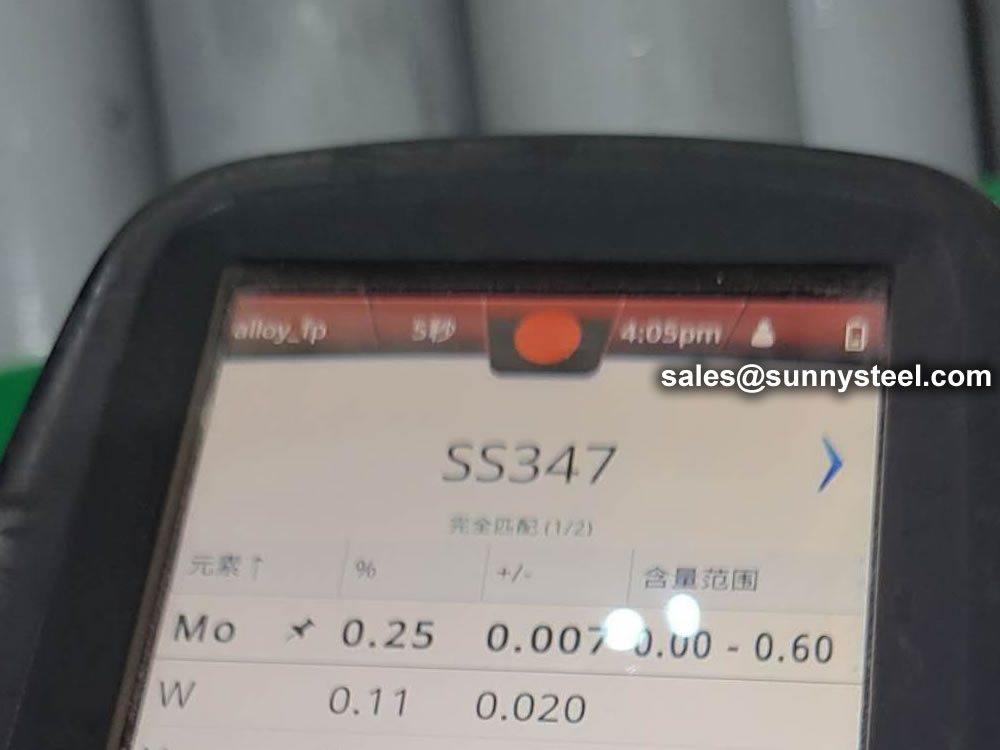
Chemical composition inspection, mechanical properties test(tensile strength,yield strength, elongation, flaring, flattening, bending, hardness, impact test), surface and dimension test,no-destructive test, hydrostatic test.
identification of the chemical composition of the metal used to manufacture the fitting. Uses PMI sensors, including X-ray fluorescence or optical emission spectrometry.






Commonly used alloying elements and their effects are listed in the table given below.
| Alloying Elements | Effect on the Properties |
|---|---|
| Chromium | Increases Resistance to corrosion and oxidation. Increases hardenability and wear resistance. Increases high temperature strength. |
| Nickel | Increases hardenability. Improves toughness. Increases impact strength at low temperatures. |
| Molybdenum | Increases hardenability, high temperature hardness, and wear resistance. Enhances the effects of other alloying elements. Eliminate temper brittleness in steels. Increases high temperature strength. |
| Manganese | Increases hardenability. Combines with sulfur to reduce its adverse effects. |
| Vanadium | Increases hardenability, high temperature hardness, and wear resistance. Improves fatigue resistance. |
| Titanium | Strongest carbide former. Added to stainless steel to prevent precipitation of chromium carbide. |
| Silicon | Removes oxygen in steel making. Improves toughness. Increases hardness ability |
| Boron | Increases hardenability. Produces fine grain size. |
| Aluminum | Forms nitride in nitriding steels. Produces fine grain size in casting. Removes oxygen in steel melting. |
| Cobalt | Increases heat and wear resistance. |
| Tungsten | Increases hardness at elevated temperatures. Refines grain size. |


Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.

Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.

When you partner with Sunny Steel, you can stop worrying about meeting deadlines thanks to our responsive and timely service. You'll also say goodbye to unnecessary shopping around. Instead, you'll get white glove service from an expert who understands your needs and can get you the materials you need quickly.











