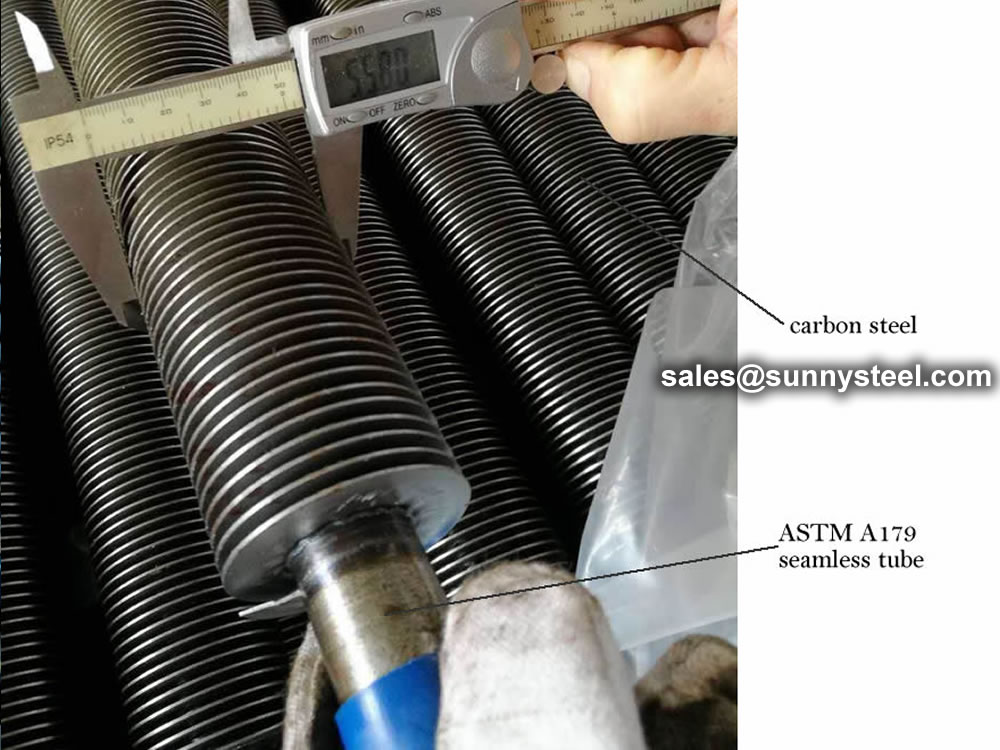
ASME SA179 cold drawn seamless carbon steel tubes, precision dimensional tolerance, stable medium temperature performance, dedicated to power station boiler heat transfer heating surfaces.
ASME SA179 is an ASME standard specification covering cold-drawn low-carbon seamless heat transfer tubes, specially designed for medium and low temperature heat exchange equipment heating surfaces, including boiler economizers, low-temperature superheaters, condensers, air preheaters and industrial shell & tube heat exchangers.
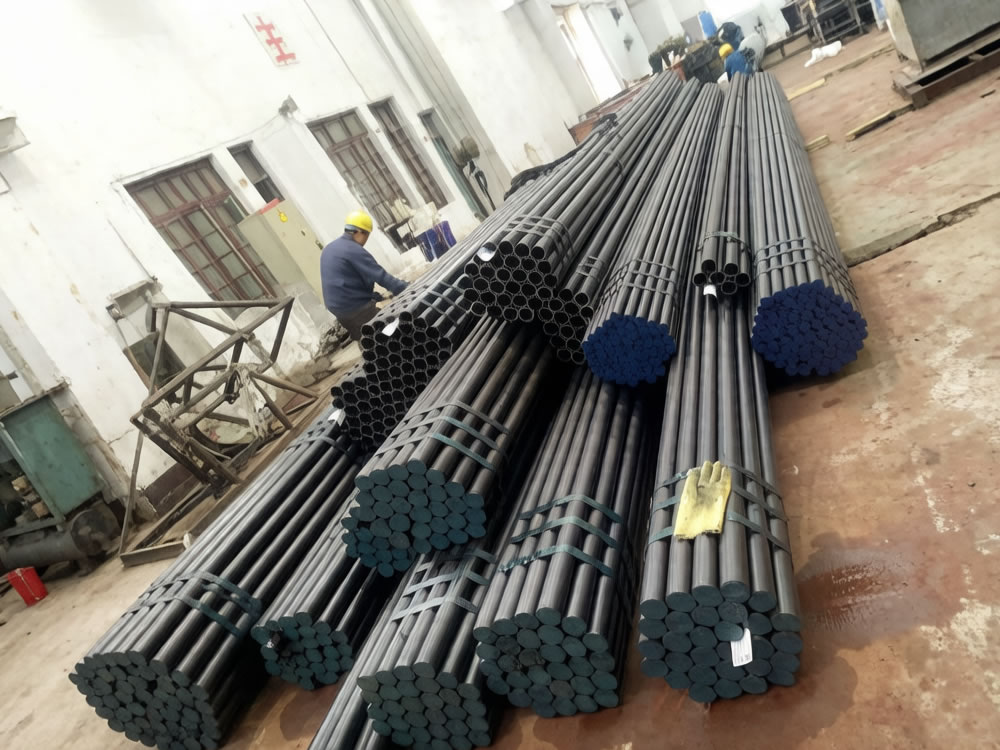
The tube adopts full cold-drawn forming process, with ultra-precise outer diameter and wall thickness tolerance, smooth inner and outer surface without oxide scale, uniform heat conduction performance, stable mechanical property under long-term medium-temperature flue working condition. The base material is low carbon killed steel, with good bending, stamping and welding performance, easy on-site boiler overhaul cutting and processing.
Compared with hot-finished seamless tubes, SA179 cold drawn tubing features thinner wall thickness, tighter dimensional tolerance and cleaner surface, which is the mainstream standard heating surface tube widely adopted by overseas thermal power plant and industrial boiler projects.
| Element | Specified Limit | Material Function Explanation |
|---|---|---|
| Carbon (C) | 0.06 ~ 0.18 | Low carbon to guarantee cold forming & welding performance, avoid hard brittle structure |
| Manganese (Mn) | 0.27 ~ 0.63 | Deoxidize molten steel, improve matrix tensile strength without reducing ductility |
| Phosphorus (P) | ≤ 0.035 | Impurity control, prevent cold brittleness during tube bending |
| Sulfur (S) | ≤ 0.035 | Strict limit to eliminate hot crack risk during welding & hot processing |
| Silicon (Si) | ≤ 0.25 | Minor deoxidizer, control surface oxide generation during heat treatment |
Note: ASME SA179 requires fully killed low carbon steel ingot, rimmed steel is not allowed for heat transfer tube production.
| Performance Item | ASME SA179 Minimum Requirement | Testing Method |
|---|---|---|
| Tensile Strength (MPa) | ≥ 310 | ASTM A370 Tensile Test |
| Yield Strength (MPa) | ≥ 180 | ASTM A370 Tensile Test |
| Elongation (50mm gauge length) | ≥ 30% | ASTM A370 Elongation Test |
| Flare Test Requirement | No crack after 60° flaring expansion | ASTM A530 Flare Test |
| Hydrostatic Test Pressure | Min 6.9MPa or calculated design pressure | In-line full length hydrostatic inspection |
Conventional stock sizes match global mainstream boiler economizer & low superheater layout, non-standard OD, wall thickness and fixed length support full drawing customization:
| Outer Diameter OD (mm) | Common Wall Thickness WT (mm) | Standard Fixed Length (m) | Typical Application Position |
|---|---|---|---|
| 25.4 / 31.8 / 38.1 | 2.0 / 2.5 / 3.0 | 6 / 9 / 12 | Vertical & horizontal boiler economizer tube bundle |
| 42.4 / 48.3 / 50.8 | 2.5 / 3.0 / 3.5 | 6 / 12 / customized | Low temperature superheater & air preheater |
| 57.1 / 60.3 / 76.1 | 3.0 / 3.5 / 4.0 | Customized project length | Industrial shell & tube heat exchanger |
Tolerance control: Outer diameter tolerance ±0.10mm, wall thickness tolerance ±0.15mm for cold drawn finished tubes, far tighter than hot finished seamless pipe standards.
| Matching Product Name | Function Description | Matching Application |
|---|---|---|
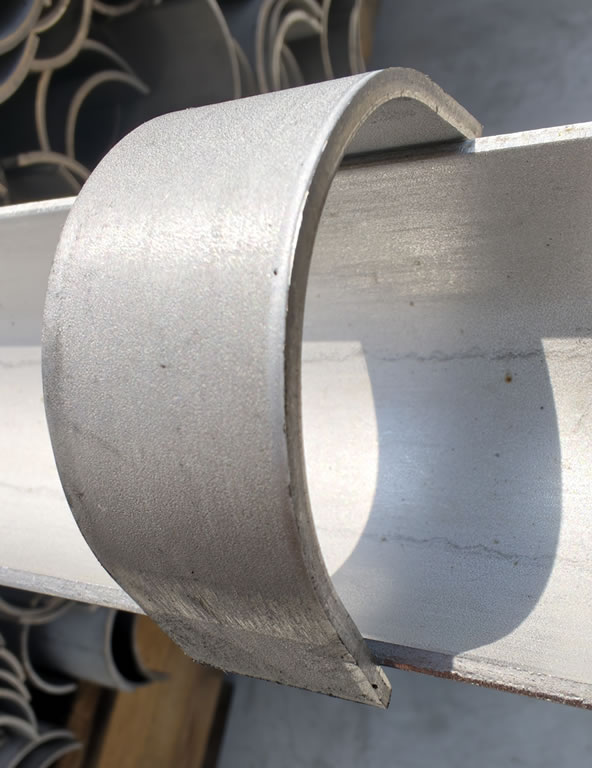
| Alloy Tube Shields (1Cr6Si2Mo / 309S) | Anti-abrasion protective cover for tube outer wall | Economizer tube bundle sulfur ash scouring zone |
| C / U Shaped Snap Rings | Fastening clip for fixing semi-circular tube shields | Small diameter SA179 heat transfer tubes |
| Wave Shaped Water Wall Anti-wear Plate | Fin buffer baffle between adjacent tube fins | Economizer fin transition abrasion position |
| Cast Pipe Clamp | Heavy duty saddle fixing support for tube bundle assembly | Large size tube bundle overall fixing installation |
ASME SA179 seamless heat transfer tube is limited to medium-low temperature heating surface below 450℃, widely adopted in the following industrial equipment:
Temperature limit reminder: Do not use ASME SA179 tubes for high temperature superheater above 450℃, select ASME SA210 A1 or alloy steel tubes such as SA213 T12 for high temperature zones.
| Contrast Item | ASME SA179 Tube | ASME SA210 A1 Tube |
|---|---|---|
| Production Process | Cold drawn finished tube | Hot finished seamless tube |
| Dimensional Tolerance | Ultra tight precision tolerance | General hot rolling tolerance, wider deviation range |
| Max Continuous Service Temp | ≤450℃ | ≤485℃ |
| Surface Smoothness | Polished smooth inner & outer wall | Hot rolling oxide scale on surface |
| Core Application | Economizer, low temp superheater, heat exchanger | Water wall, medium temperature superheater header pipe |
| Unit Procurement Cost | Higher, cold drawn processing cost added | Lower, direct hot rolling molding |
ASME SA179 low carbon steel tube features excellent weldability, follow standardized operation to avoid tube body damage during boiler overhaul installation:
1. Cutting: Use cold saw cutting only; plasma cutting is forbidden to prevent local overheating hardening of tube end material.
2. Welding: Ordinary carbon steel welding rod can be adopted, preheating is not required for wall thickness ≤4mm thin wall tubes; for wall thickness above 4mm, preheat to 80~150℃ before welding to eliminate welding stress.
3. Tube bundle assembly: Match corresponding size tube shield and snap rings to protect tube outer wall from ash particle abrasion in flue scouring zone.
4. Overhaul inspection: Check tube wall thinning thickness and surface corrosion degree during annual boiler shutdown, replace severely thinned tubes to avoid steam leakage accident.
5. Storage protection: Seal pipe ends with plastic caps to prevent rust and foreign sundries entering tube inner cavity during long-term stock storage.
The cold drawn forming process is specially developed for heat exchange equipment with strict heat conduction and dimensional matching requirements:
1. Uniform wall thickness tolerance ensures consistent heat transfer efficiency of each tube in the whole tube bundle, avoid local overheating caused by uneven wall thickness.
2. Smooth inner surface without oxide scale reduces fluid flow resistance, improve boiler heat exchange efficiency and save system energy consumption.
3. Accurate outer diameter size perfectly matches fin stamping processing, no clearance gap between fin and tube outer wall to guarantee heat transfer conduction effect.
4. Normalized low carbon matrix retains high ductility, suitable for on-site cold bending of small radius tube layout in narrow boiler flue space.
We provide personalized tube customization service according to customer boiler heating surface construction drawings and heat exchange design parameters:
Customizable parameters: Special outer diameter, thin / thick wall thickness, fixed single length, pipe end groove processing, fin pre-welding finished tube bundle.
Optional surface anti-rust treatment: Oil coating, transparent anti-rust varnish or plastic cap sealing for long-term warehouse stock.
Additional supporting technical service: Boiler heating surface layout technical consultation, on-site welding construction guidance, long-term bulk spare tube supply framework contract for power plant annual overhaul.
ASME SA179 seamless heat transfer tubes adopt anti-rust layered packaging to avoid scratch and rust during cross-border sea and land long-distance transportation:
Single tube coated with thin anti-rust oil, both ends sealed with plastic protective caps; small size tubes bundled with steel strips, wrapped with waterproof plastic film outside each bundle.
Small batch short-length finished tubes packed into fumigated export wooden cases; large bulk long tubes fixed on standard steel pallets with binding belts, marked with size, standard and batch number label on each bundle.
Support FOB, CFR, CIF international trade terms, sea freight and land truck transportation available. Each shipment attached complete MTR material test certificates, non-destructive testing records and dimensional inspection reports for overseas power plant customs clearance and equipment acceptance.

ASTM A179 is a standard specification for seamless cold-drawn low-carbon steel tubes used in tubular heat exchangers, condensers, and similar applications.
The ASTM A179 tubes are produced through a cold-drawing process, which helps to improve their dimensional accuracy and surface finish.
ASTM A179 are widely used in industries such as petroleum, chemical, medical, food, light industry, machinery, instrument, include industrial pipeline and mechanical structure parts, etc.
ASTM A179 covers minimum-wall thickness, seamless cold-drawn low-carbon steel tubes for tubular, heat exchanger, condensers, and other heat transfer services. seamless ASTM A 179 steel tube is supplied and produced by cold drawning method. Chemical composition contains carbon, manganese, phosphorus, and sulfur.
ASTMA179/ASME SA179 standard is applicable for steel pipes together with outside diameter of 1/8in-3in. (32 mm to 76.2 mm). Our rolling technology has reached the international advanced spot. JST is able to manufacture cold drawn seamless steel tubes with uniform wall depth. Their tolerance is relatively smaller standard your own.
When seamless carbon steel pipes are during the last cold drawing procedure, they will enter micro oxidization and non-oxidation heat treatment furnace for thermal treatment (Temperature is 1200℉ (650℃) if not more.). This makes the surface of cold drawn seamless steel tubes match the no oxide scale standards, and guarantees smooth surface and stable performance.
JST adopts professional hardness testing equipment to find out the hardness of seamless carbon steel pipes. The Rockwell hardness value not able to exceed 72 HRB.
Top rated program customers' requirements, we can analyze the cold drawn seamless steel tube advertise its chemical composition meet standards. We choose one from 250 pipes or select one in a furnace to investigate. If the product analysis fails, then choose another two seamless carbon steel pipes. All elements of two steel pipes tend to be in accordance with standards, and then these pipes can be delivered.
Note:
| OD(mm) | Wall Thickness Unit(mm) | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2 | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 6 | 6.5 - 7 | 7.5 - 8 | 8.5 - 9 | 9.5 - 10 | 11 | 12 | |
| Φ25-Φ28 | ● | ● | ● | ● | ● | ● | ||||||||
| Φ32 | ● | ● | ● | ● | ● | ● | ||||||||
| Φ34-Φ36 | ● | ● | ● | ● | ● | ● | ||||||||
| Φ38 | ● | ● | ● | ● | ● | ● | ||||||||
| Φ40 | ● | ● | ● | ● | ● | |||||||||
| Φ42 | ● | ● | ● | ● | ● | |||||||||
| Φ45 | ● | ● | ● | ● | ● | ● | ||||||||
| Φ48-Φ60 | ● | ● | ● | ● | ● | ● | ● | |||||||
| Φ63.5 | ● | ● | ● | ● | ● | ● | ● | |||||||
| Φ68-Φ73 | ● | ● | ● | ● | ● | ● | ||||||||
| Φ76 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ80 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ83 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ89 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ95 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ102 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ108 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ114 | ● | ● | ● | ● | ● | ● | ● | ● | ● | |||||
| Φ121 | ● | ● | ● | ● | ● | ● | ● | ● | ● | |||||
| Φ127 | ● | ● | ● | ● | ● | ● | ● | ● | ● | |||||
| Φ133 | ● | ● | ● | ● | ● | ● | ● | ● | ● | |||||
| Φ140 | ● | ● | ● | ● | ● | ● | ● | ● | ||||||
| Φ146 | ● | ● | ● | ● | ● | ● | ● | ● | ||||||
| Φ152 | ● | ● | ● | ● | ● | ● | ● | ● | ||||||
| Φ159 | ● | ● | ● | ● | ● | ● | ● | ● | ||||||
| Φ168 | ● | ● | ● | ● | ● | ● | ● | ● | ||||||
| C | Si | Mn | P | S | Mo | Cr | V |
|---|---|---|---|---|---|---|---|
| 0.06-0.18 | / | 0.27-0.63 | ≤0.035 | ≤0.035 | / | / |
/ |
| Tensile Strength (Mpa) |
Yield Strength (Mpa) |
Elongation (%) |
Hardness (HRB) |
|---|---|---|---|
| ≥325 | ≥180 | ≥35 |
≤72 |
ASTM A450 covers carbon and low alloy steel tube. Steel samples shall be melt processed and shall either be ingot cast or strand cast. Heat and product analyses shall be performed on the steel materials. Steel specimens shall also undergo tensile tests and shall conform to required values of yield strength and elongation. Flattening test, reverse flattening test, flaring test, flange test, hardness test, hydrostatic test, air underwater pressure test, and nondestructive tests shall be performed on the steel materials.
| OD In (mm) | + | - | WT In(mm) | + | - |
|---|---|---|---|---|---|
| <1(25.4) | 0.10 | 0.10 | ≤1.1/2(38.1) | 20% | 0 |
| 11.1/2(25.438.1) | 0.15 | 0.15 | >1.1/2(38.1) | 22% | 0 |
| >1.1/2<2(38.150.8) | 0.20 | 0.20 | |||
| 2<2.1/2(50.863.5) | 0.25 | 0.25 | |||
| 2.1/2<3(63.576.2) | 0.30 | 0.30 | |||
| 34(76.2101.6) | 0.38 | 0.38 | |||
| >47.1/2(101.6190.5) | 0.38 | 0.64 | |||
| >7.1/29(190.5228.6) | 0.38 | 1.14 |


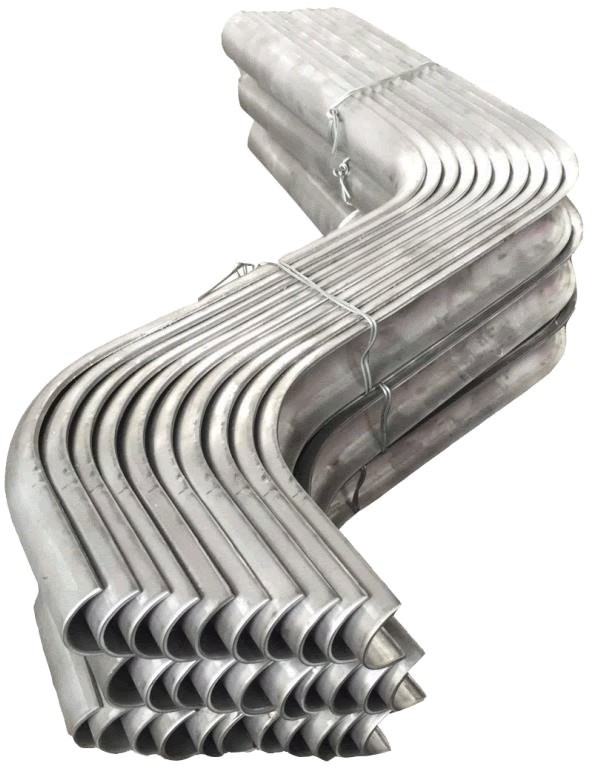
Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

A half pipe sleeve is a piping device, which is placed on a pipe to protect it against the aliments.
Read moreSnap rings are used in conjunction with boiler tubes erosion shields, which is a clip that easily installs boiler tubes erosion shields to the tube.
Read moreA stainless boiler tube shield is a piping device, which is placed on a pipe to protect it against the aliments.


Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.

Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.

When you partner with Sunny Steel, you can stop worrying about meeting deadlines thanks to our responsive and timely service. You'll also say goodbye to unnecessary shopping around. Instead, you'll get white glove service from an expert who understands your needs and can get you the materials you need quickly.