


ASTM A334 Gr.6
ASTM A334 Gr.6 - seamless steel tube

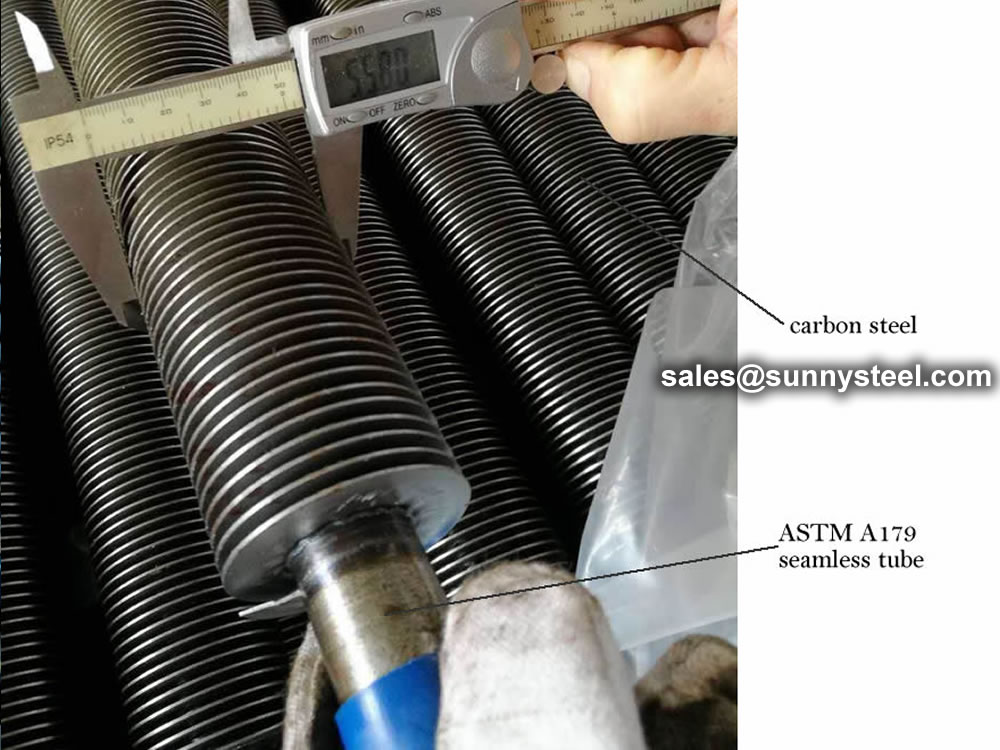
ASTM A179 Heat Exchanger Tubes are seamless, cold-drawn, low-carbon steel tubes apply in tubular heat exchangers, condensers, and similar heat transfer apparatuses.
ASTM A179 Heat Exchanger Tubes are seamless low-carbon steel tubes designed for heat transfer applications such as heat exchangers, condensers, and boilers. These tubes provide efficient heat transfer, durability, and high resistance to pressure, making them a reliable choice in various industrial sectors.

When we place a specific order for SA 179 tubing, we should include below material specifications:
Supplementary Technology: Plain or threaded with socket or beveled with plastic caps, hydraulic testing, eddy current, Infrared test.

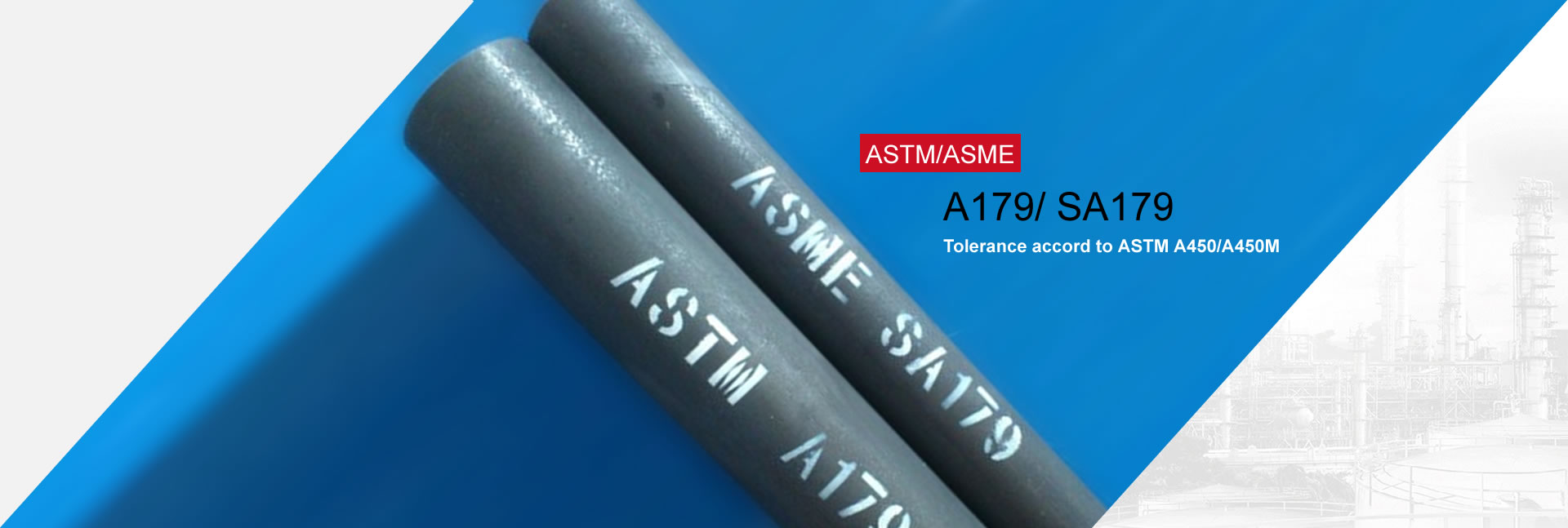
ASTM A179 is a standard specification for seamless cold-drawn low-carbon steel tubes used in tubular heat exchangers, condensers, and similar applications.
The ASTM A179 tubes are produced through a cold-drawing process, which helps to improve their dimensional accuracy and surface finish.
ASTM A179 are widely used in industries such as petroleum, chemical, medical, food, light industry, machinery, instrument, include industrial pipeline and mechanical structure parts, etc.
ASTM A179 covers minimum-wall thickness, seamless cold-drawn low-carbon steel tubes for tubular, heat exchanger, condensers, and other heat transfer services. seamless ASTM A 179 steel tube is supplied and produced by cold drawning method. Chemical composition contains carbon, manganese, phosphorus, and sulfur.
ASTMA179/ASME SA179 standard is applicable for steel pipes together with outside diameter of 1/8in-3in. (32 mm to 76.2 mm). Our rolling technology has reached the international advanced spot. JST is able to manufacture cold drawn seamless steel tubes with uniform wall depth. Their tolerance is relatively smaller standard your own.
When seamless carbon steel pipes are during the last cold drawing procedure, they will enter micro oxidization and non-oxidation heat treatment furnace for thermal treatment (Temperature is 1200℉ (650℃) if not more.). This makes the surface of cold drawn seamless steel tubes match the no oxide scale standards, and guarantees smooth surface and stable performance.
JST adopts professional hardness testing equipment to find out the hardness of seamless carbon steel pipes. The Rockwell hardness value not able to exceed 72 HRB.
Top rated program customers' requirements, we can analyze the cold drawn seamless steel tube advertise its chemical composition meet standards. We choose one from 250 pipes or select one in a furnace to investigate. If the product analysis fails, then choose another two seamless carbon steel pipes. All elements of two steel pipes tend to be in accordance with standards, and then these pipes can be delivered.
Note:
| OD(mm) | Wall Thickness Unit(mm) | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2 | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 6 | 6.5 - 7 | 7.5 - 8 | 8.5 - 9 | 9.5 - 10 | 11 | 12 | |
| Φ25-Φ28 | ● | ● | ● | ● | ● | ● | ||||||||
| Φ32 | ● | ● | ● | ● | ● | ● | ||||||||
| Φ34-Φ36 | ● | ● | ● | ● | ● | ● | ||||||||
| Φ38 | ● | ● | ● | ● | ● | ● | ||||||||
| Φ40 | ● | ● | ● | ● | ● | |||||||||
| Φ42 | ● | ● | ● | ● | ● | |||||||||
| Φ45 | ● | ● | ● | ● | ● | ● | ||||||||
| Φ48-Φ60 | ● | ● | ● | ● | ● | ● | ● | |||||||
| Φ63.5 | ● | ● | ● | ● | ● | ● | ● | |||||||
| Φ68-Φ73 | ● | ● | ● | ● | ● | ● | ||||||||
| Φ76 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ80 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ83 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ89 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ95 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ102 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ108 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ114 | ● | ● | ● | ● | ● | ● | ● | ● | ● | |||||
| Φ121 | ● | ● | ● | ● | ● | ● | ● | ● | ● | |||||
| Φ127 | ● | ● | ● | ● | ● | ● | ● | ● | ● | |||||
| Φ133 | ● | ● | ● | ● | ● | ● | ● | ● | ● | |||||
| Φ140 | ● | ● | ● | ● | ● | ● | ● | ● | ||||||
| Φ146 | ● | ● | ● | ● | ● | ● | ● | ● | ||||||
| Φ152 | ● | ● | ● | ● | ● | ● | ● | ● | ||||||
| Φ159 | ● | ● | ● | ● | ● | ● | ● | ● | ||||||
| Φ168 | ● | ● | ● | ● | ● | ● | ● | ● | ||||||
| C | Si | Mn | P | S | Mo | Cr | V |
|---|---|---|---|---|---|---|---|
| 0.06-0.18 | / | 0.27-0.63 | ≤0.035 | ≤0.035 | / | / |
/ |
| Tensile Strength (Mpa) |
Yield Strength (Mpa) |
Elongation (%) |
Hardness (HRB) |
|---|---|---|---|
| ≥325 | ≥180 | ≥35 |
≤72 |
ASTM A450 covers carbon and low alloy steel tube. Steel samples shall be melt processed and shall either be ingot cast or strand cast. Heat and product analyses shall be performed on the steel materials. Steel specimens shall also undergo tensile tests and shall conform to required values of yield strength and elongation. Flattening test, reverse flattening test, flaring test, flange test, hardness test, hydrostatic test, air underwater pressure test, and nondestructive tests shall be performed on the steel materials.
| OD In (mm) | + | - | WT In(mm) | + | - |
|---|---|---|---|---|---|
| <1(25.4) | 0.10 | 0.10 | ≤1.1/2(38.1) | 20% | 0 |
| 11.1/2(25.438.1) | 0.15 | 0.15 | >1.1/2(38.1) | 22% | 0 |
| >1.1/2<2(38.150.8) | 0.20 | 0.20 | |||
| 2<2.1/2(50.863.5) | 0.25 | 0.25 | |||
| 2.1/2<3(63.576.2) | 0.30 | 0.30 | |||
| 34(76.2101.6) | 0.38 | 0.38 | |||
| >47.1/2(101.6190.5) | 0.38 | 0.64 | |||
| >7.1/29(190.5228.6) | 0.38 | 1.14 |


With years of expertise, we provide a wide range of steel tube processing services. From basic sawing and machining to complex bending and upsetting operations, we support you at every stage of your project.
Our capabilities include eccentricity reduction and concentricity improvement through turning and grinding. We specialize in creating complex geometries using rotary swaging and axial forming, and offer property modifications through partial heat treatment to meet your exact requirements.
Chemical composition inspection, mechanical properties test(tensile strength,yield strength, elongation, flaring, flattening, bending, hardness, impact test), surface and dimension test, non-destructive test, hydrostatic test.
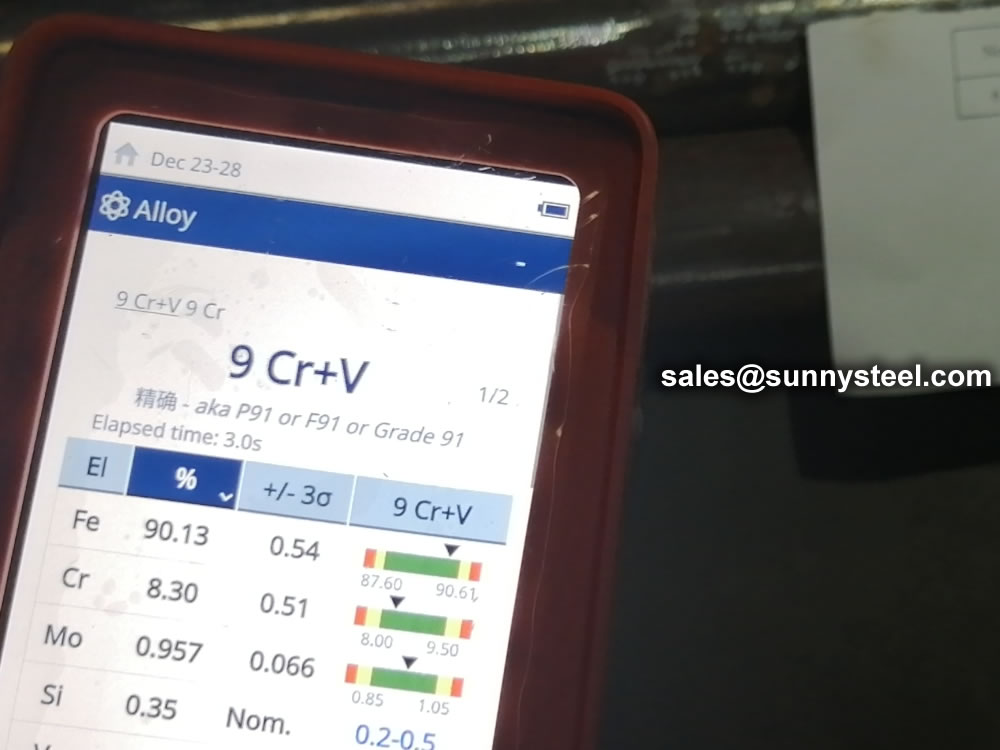
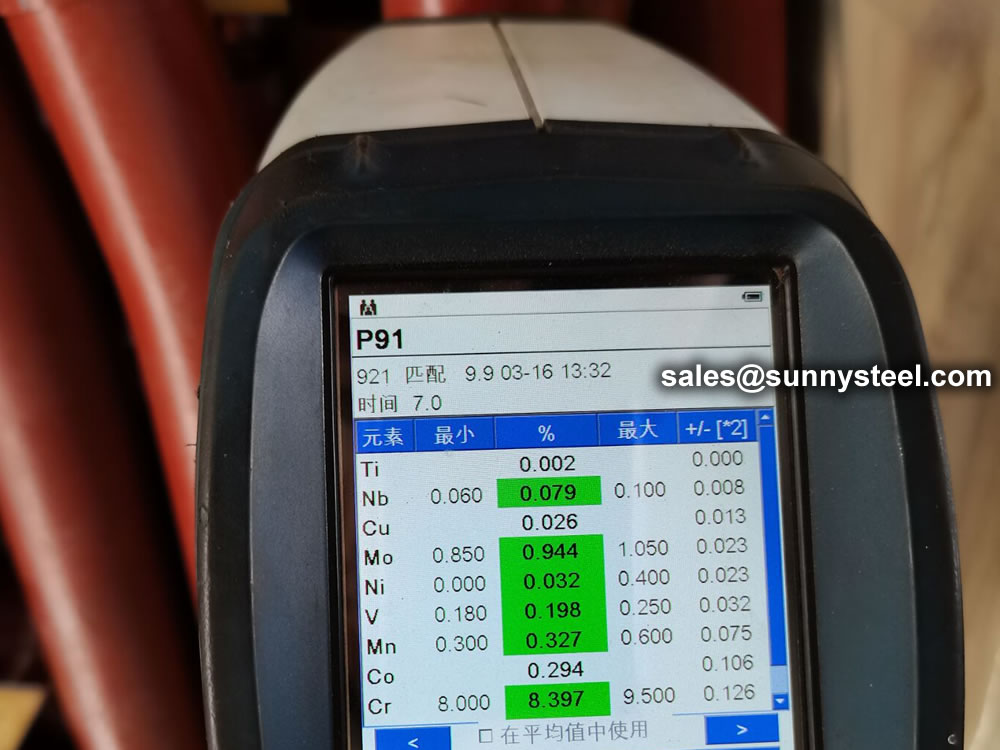
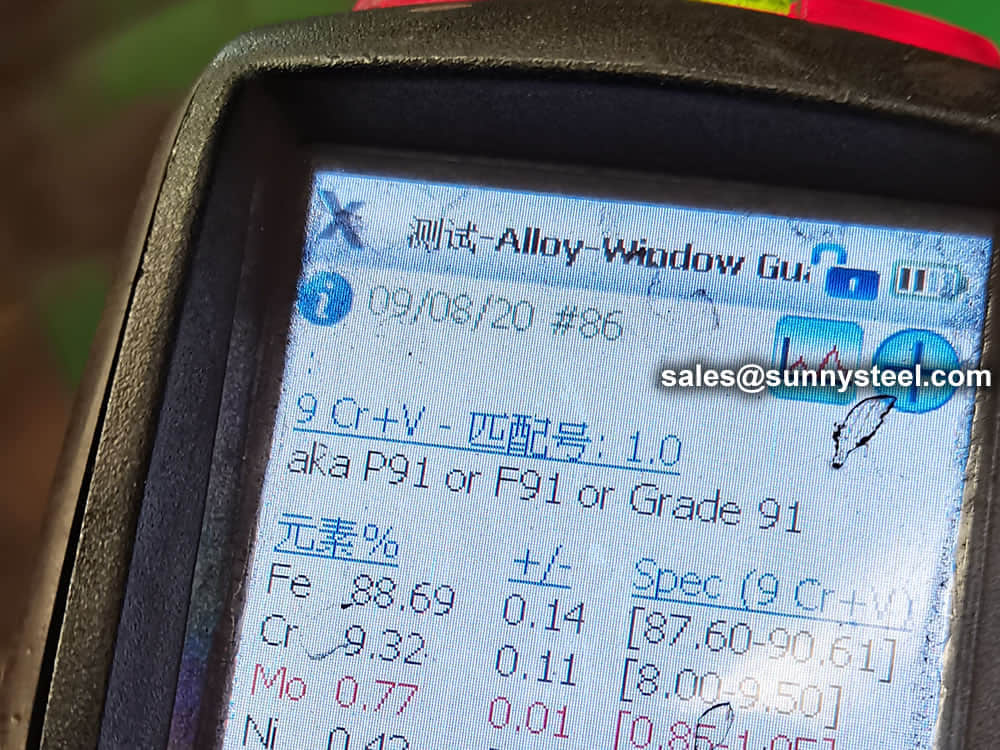
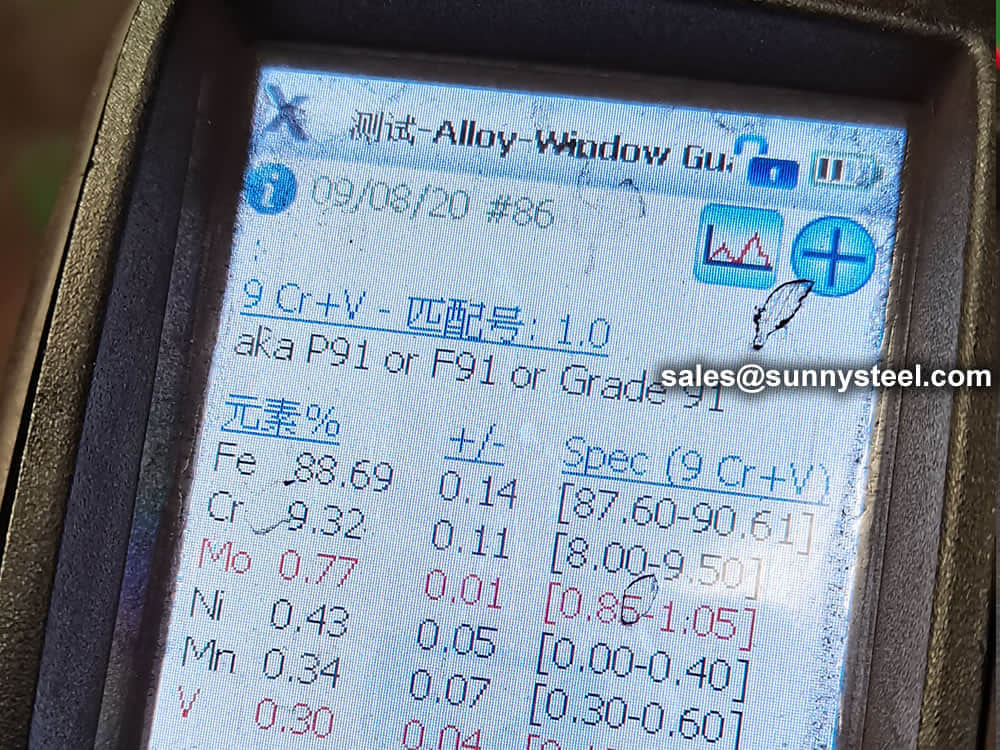
Identification of the chemical composition of the metal used to manufacture the fitting. Uses PMI sensors, including X-ray fluorescence or optical emission spectrometry.














Steel pipe delivery status(condition): cold / hard (BK), cold / soft (BKW), after cold stress relief annealing (BKS), annealing (GBK), normalized (NBK).
| Term | Symbol | Explanation |
|---|---|---|
| Cold-finished/hard (cold-finished as-drawn) | BK | No heat treatment after the last cold-forming process. The tubes therefore have only low deformability. |
| Cold-finished/soft (lightly cold-worked) | BKW | After the last heat treatment there is a light finishing pass (cold drawing). With proper subsequent processing, the tube can be cold-formed (e.g. bent, expanded) within certain limits. |
| Annealed | GBK | After the final cold-forming process the tubes are annealed in a controlled atmosphere or under vacuum. |
| Normalized | NBK | The tubes are annealed above the upper transformation point in a controlled atmosphere or under vacuum. |
The general cold strip mills, volume should go through continuous annealing (CAPL unit) to eliminate cold hardening and rolling stress, or batch annealing reach the mechanical properties of the corresponding standard specifies. Cold rolled steel surface quality, appearance, dimensional accuracy better than hot-rolled plate, and right-rolled thin product thickness is about 0.18mm, so the majority of users favor.
Cold rolled steel coil substrate products deep processing of high value-added products. Such as electro-galvanized, hot dip galvanized, electro-galvanized fingerprint resistant, painted steel roll damping composite steel, PVC laminating steel plates, etc., so that the excellent quality of these products has a beautiful, high resistance to corrosion, has been widely used.
Cold rolled steel coil finishing after annealing, cut the head, tail, trimming, flattening, smooth, heavy volume, or longitudinal clipboard. Cold-rolled products are widely used in automobile manufacturing, household electrical appliances, instruments, switches, buildings, office furniture and other industries. Steel plate strapping package weight of 3 to 5 tons. Flat sub-volume typically 3 to 10 tons / volume. Coil diameter 6m.
Bare packing/bundle packing/crate packing/wooden protection at the both sides of tubes and suitably protected for seaworthy delivery or as requested.










There are probably hundreds of different methods for packing a pipe, and most of them have merit, but there are two principles that are vital for any method to work: prevent rusting and sea transportation security.
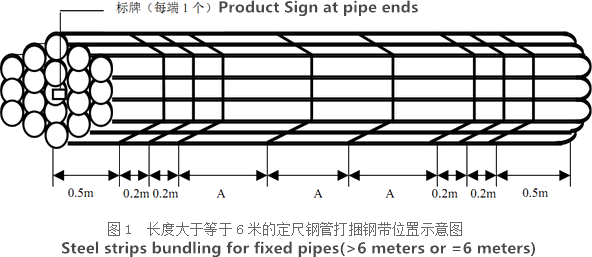
Our packing can meet any needs of the customers.
Commonly used alloying elements and their effects are listed in the table given below.
| Alloying Elements | Effect on the Properties |
|---|---|
| Chromium | Increases Resistance to corrosion and oxidation. Increases hardenability and wear resistance. Increases high temperature strength. |
| Nickel | Increases hardenability. Improves toughness. Increases impact strength at low temperatures. |
| Molybdenum | Increases hardenability, high temperature hardness, and wear resistance. Enhances the effects of other alloying elements. Eliminate temper brittleness in steels. Increases high temperature strength. |
| Manganese | Increases hardenability. Combines with sulfur to reduce its adverse effects. |
| Vanadium | Increases hardenability, high temperature hardness, and wear resistance. Improves fatigue resistance. |
| Titanium | Strongest carbide former. Added to stainless steel to prevent precipitation of chromium carbide. |
| Silicon | Removes oxygen in steel making. Improves toughness. Increases hardness ability |
| Boron | Increases hardenability. Produces fine grain size. |
| Aluminum | Forms nitride in nitriding steels. Produces fine grain size in casting. Removes oxygen in steel melting. |
| Cobalt | Increases heat and wear resistance. |
| Tungsten | Increases hardness at elevated temperatures. Refines grain size. |


Ceramic lined pipe is made through self-propagating high-temperature synthesis (SHS) technique.

Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside steel pipe and cement mortar filling between the two layers.

Ceramic tile lined pipes have very uniform coating of specially formulated ceramic material that is affixed to the inner of the pipe.

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, which is also the grade of rare earth alloy steel.

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive effects of high temperatures and pressures thereby greatly extending tube life.

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and heat-exchanger.

When you partner with Sunny Steel, you can stop worrying about meeting deadlines thanks to our responsive and timely service. You'll also say goodbye to unnecessary shopping around. Instead, you'll get white glove service from an expert who understands your needs and can get you the materials you need quickly.









